XiaoMi-AI文件搜索系统
World File Search System熔点

ProJet® MJP 300W
VISIJET® 铸造蜡 这些材料的熔点比传统蜡低,产生的熔融蜡没有灰分或残留物。此外,这些蜡不需要用石蜡密封剂进行精加工。由于这些优势,VisiJet® 100% 蜡材料经常用于熔模铸造工艺。这种蜡是珠宝和矫形外科铸造应用的首选材料,因为它可以实现更清洁、更光滑的表面、更高的精度和更高质量的表面光洁度。
Dll 原子计量熔化行为测量...
电池材料的线性热膨胀系数 固态金属合金的线性热膨胀系数 液态金属合金的体积膨胀系数 固态金属的密度 熔化/液态金属的密度 熔化时金属的密度变化 电池中液态金属的表观长度 活塞之间试件的表观长度 熔化时密度变化导致的电池中样品的长度变化 固态金属的长度变化 填充电池导致的熔化长度变化 试件加电池活塞的总长度 熔化时测量的总长度变化 试件加电池活塞的长度变化 金属样品的质量 电池半径与温度的关系 固态金属试件半径与温度的关系 合金的熔点,固相线 合金的熔点,液相线 相对于参考温度(通常为室温)的温度变化 熔融状态下金属的体积 低于固相线的任何温度 T 下的固态金属的体积 熔化时金属的体积变化 熔化开始时电池和样品之间的体积不匹配 测试开始时两个活塞的长度 温度从室温变化 I1T 时两个活塞的长度变化

硅太阳能电池上 SN42BI59 焊点的金属间相生长和显微硬度
摘要:新型太阳能电池技术对温度的敏感性迫使人们使用熔点较低的焊料合金进行互连 [1]。我们的研究探讨了应用于硅异质结 (SHJ) 太阳能电池低温银金属化的 Sn42Bi58 焊点中金属间相生长和显微硬度的动力学。通过严格的实验和分析,我们了解了这些因素对焊点机械和材料性能的影响。通过横截面显微镜研究了与传统锡铅焊料相比,Sn42Bi58 焊料的微观结构变化,揭示了增大的金属间颗粒和相边界生长。这些变化归因于低熔点焊料的较低同源温度,预计会对焊点的机械强度产生负面影响。对于金属间相 Ag 3 Sn 模拟预测 SHJ 模块运行 25 年后潜在层厚度为 20 µm。我们的结果表明,Ag 3 Sn 相对显微硬度有显著影响。经过老化处理后,低温银金属化的纳米硬度增加了一倍,从 660 ± 53 N/mm² 增加到 1367 ± 411 N/mm²。这种硬度的提高主要归因于 Ag 3 Sn 金属间化合物相的主导作用。关键词:无铅焊接、金属间化合物、显微硬度、互连、长期稳定性 1 引言
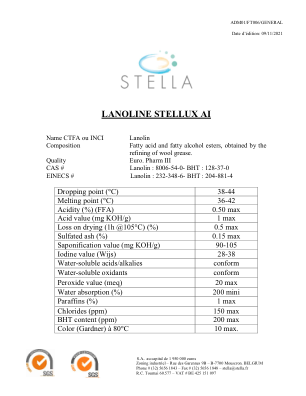
LANOLINE STELLUX AI - 星光
滴点(℃) 38-44 熔点(℃) 36-42 酸度(%)(FFA) 0.50 max 酸值(mg KOH/g) 1 max 干燥失重(1h @105℃)(%) 0.5 max 硫酸灰分(%) 0.15 max 皂化值(mg KOH/g) 90-105 碘值(Wijs) 28-38 水溶性酸/碱 符合 水溶性氧化剂 符合 过氧化值(meq) 20 max 吸水率(%) 200 mini 石蜡(%) 1 max 氯化物(ppm) 150 max BHT 含量(ppm) 200 max 颜色(加德纳)à 80℃ 10 max。

qpcrbio探针混合Lo-rox
底漆设计:对于在快速循环条件下有效扩增,我们建议在80bp和200bp之间的扩增子长度。与所有制造商主人混合了较短的扩增子长度,反应可以循环越快。放大长度不得超过400bp。引物应使用默认引物3设置(https://bioinfo.ut.ee/primer3/)的预测熔点约为60°C。对于Taqman®探针,选择接近5'底漆的探针,避免终末鸟苷残基。对于Taqman®探针,选择接近5'底漆的探针,避免终末鸟苷残基。

焊料是形成
焊料是金属的组合,形成熔点低于任何组合元素的合金。在合金的过程中,将金属添加并熔化在一起,然后冷却到合金熔点上方的预定点。对于电子级锡铅(SN63/pb37)棒,这将是高于183°C(361°F)的点,对于诸如SAC305(SN96.5/ag3.0/CU0.5)等无铅合金,这将是高于217-219°C(423-426-426-426-426°F)的点。合金融化时,合金的表面暴露于空气中。空气在合金表面上的这种相互作用形成一个称为滴滴的氧化物层。滴头和合金的密度非常相似,这会导致两者的缓慢分离。通常,Dross与杂质无关,而与氧化速率无关(尽管某些杂质(例如铝(Al)和锌(Zn))确实会增加由于它们的快速氧化而增加了掉落速率)。在IPC-J-STD-006指定的限制范围内的大多数杂质被认为可以接受普通焊接,并且不会导致滴落形成。是什么导致某些酒吧焊料比其他焊料更多?某些公司通常使用回收金属在其钢筋焊料的生产中使用。这并不一定意味着该条质量差。然而,由于过去的炼油做法不佳,人们普遍认为,在钢制焊料中使用再生金属是不可接受的。使用再生金属引起的一个常见问题是,在化学去除杂质的过程之后,化学物质或氧化金属

椰子油中超声处理石墨烯的热性能作为建筑应用中储能的相变材料 1
本研究旨在调查基于椰子油的相变材料 (PCM) 在建筑储能应用方面的热性能。椰子油被归类为由可再生原料制成的脂肪酸组成的有机 PCM。但低热导率是有机 PCM 的主要缺点之一,必须加以改进。石墨烯可以成为提高有机 PCM 热性能的有效材料。在本研究中,使用了潜热容量为 114.6 J/g 和熔点为 17.38 ◦ C 的椰子油。通过将石墨烯超声处理到椰子油中作为支撑材料来制备 PCM。制备的 PCM 的质量分数为 0、0.1、0.2、0.3、0.4 和 0.5。使用 KD2 热性能分析仪在循环恒温浴模拟的不同环境温度 5、10、15、20 和 25 ◦ C 下进行热导率测试。通过差示扫描量热法测定潜热、熔点和凝固点,使用热重分析 (TGA) 测定热稳定性,使用透射电子显微镜和傅里叶变换红外光谱分别检查形态和化学结构。这项研究的结果表明,在椰子油中添加石墨烯可改善热性能,在 20 ◦ C 时,0.3 wt% 的样品中改善效果最明显。由于 PCM 内的分子运动,潜热降低了 11%。然而,TGA 表明,复合 PCM 在环境建筑温度范围内表现出良好的热稳定性。
电子元件焊点合金中的蠕变疲劳相互作用...
符合航空航天和国防工业的约束条件。在焊点可靠性研究中,使用有限元分析模拟似乎是一种有前途的解决方案;其结果是维持不断增加的资格测试成本。但是,这种模拟需要焊点所用合金的机械性能。到目前为止,文献中还没有关于机械本构模型、参数或疲劳规律的重要共识。由于这些合金的熔点低,其机械行为很复杂,即使在室温下也能达到可见的粘度域。此外,在这些合金的疲劳分析中不能忽略蠕变疲劳相互作用。因此,很明显,最终应用中的焊点微观结构非常复杂。
塑料/聚合物的粒度测量
许多类型的工艺设备用于制造塑料,包括注射模具,压缩模具,挤出机和旋转模具。所有这些过程的共同特征是将颗粒或粉末用作起始材料。饲料材料的特征必须符合某些标准,例如熔点。此外,化学成分,弯曲强度,抗压强度,抗冲击力,密度,耐药性和拉伸强度赋予了由此产生的工件。颗粒的粒径对聚合物的加工性有显着贡献。加热时料斗和熔化速率的流动性,对过程速度有直接影响。颗粒(颗粒)通常在200至2,000微米的范围内用于运输和应用。

高周疲劳断裂分析与研究...
钛在地壳中的含量约为0.63%,居所有元素的第10位,含量仅次于铝、铁、镁等金属元素,铁、镁居第10位;钛合金密度小,比强度高(抗拉强度与密度之比),工作范围宽(-253℃~600℃),耐腐蚀熔点优良;钛合金化学活性很大,易与氢、氧、氮发生反应,冶炼加工困难,加工成本高。钛合金还具有导热性差(仅为铁的1/5、铝的1/15)、变形系数小、摩擦系数大等特点,被广泛应用于飞机机身、燃气轮机、石油化工、汽车工业、医疗等领域的重要零部件。