XiaoMi-AI文件搜索系统
World File Search SystemCasting
铸造填充过程中空气夹带缺陷的定量预测
抽象的空气夹带缺陷是铸造过程中常见的缺陷类型,它将严重影响铸件的质量。数值模拟技术可以根据液体金属的进化定律预测铸造缺陷的发生,并在填充和固化过程中。空气夹带过程的模拟是数值模拟领域的热门和困难的问题。在金属填充过程中,空气夹带的进化定律和诱发气泡的跟踪仍然缺乏。因此,训练有素的气体的定量预测也是如此。在本文中,基于Inte Cast的数值模拟软件,本文提出了一种用于空气夹带搜索和跟踪的算法,该算法用于开发用于空气夹带的定量预测系统。通过模拟空气夹带的典型测试部分的模拟计算以及在填充过程中铸造的空气夹带缺陷的预测来验证系统的可行性。关键字:铸造,数值模拟,气体夹带缺陷,填充过程1。简介

“汽车行业巨型铸造和巨型压力机市场概览”
▪ 在设计凯迪拉克 Celestiq 的底盘框架时,通用汽车采用了所谓的“超精密砂型铸造”技术,通用汽车官员表示,该技术在小批量应用中具有成本和设计灵活性优势。▪ 通用汽车的整个下部结构结合了六个相当大的铸件,包括连接到两个 8 英尺长(2.5 米)铸件的前后结构,这些铸件通过粘合剂粘合并点焊到单个底盘上。▪ CELESTIQ 底盘包括六个大型精密砂型铸造铝部件。▪ 与典型的冲压结构相比,每个铸件可减少 30 到 40 个部件。▪ 其优点是更有效地利用空间、简化结构并提高结构刚度。▪ CELESTIQ 精密砂型铸造材料和工艺非常适合小批量、手工定制的车辆。

“汽车行业巨型铸造和巨型压力机市场概览”
▪ 在设计凯迪拉克 Celestiq 的底盘框架时,通用汽车采用了所谓的“超精密砂型铸造”技术,通用汽车官员表示,该技术在小批量应用中具有成本和设计灵活性优势。▪ 通用汽车的整个下部结构结合了六个相当大的铸件,包括连接到两个 8 英尺长(2.5 米)铸件的前后结构,这些铸件通过粘合剂粘合并点焊到单个底盘上。▪ CELESTIQ 底盘包括六个大型精密砂型铸造铝部件。▪ 与典型的冲压结构相比,每个铸件可减少 30 到 40 个部件。▪ 其优点是更有效地利用空间、简化结构并提高结构刚度。▪ CELESTIQ 精密砂型铸造材料和工艺非常适合小批量、手工定制的车辆。
澳大利亚的电视广播 电视广播...
对于 COFDM,每个载波频率的符号率要低得多,大约每秒 850 个符号。这意味着符号之间的物理间隔约为 350 公里,而不是 50 米。反射信号要干扰当前信号,就需要一个额外路径长度为 350 公里的幽灵,在悉尼,这意味着它需要从纽卡斯尔附近某处的建筑上反射回来!每个 COFDM 载波实际上都是一个独立的无线电发射器,在较低的音频范围内调制。多径接收(重影)会使模拟电视几乎无法观看,但对 DVB-T 没有任何影响。这种情况非常类似于在汽车收音机上接收 AM;即使在高速行驶时,AM 也很少发生信号丢失。
用于熔模铸造的改进型溶胶基陶瓷模具,第 1 部分
已对硅粘结熔模铸造模具的故障机制进行了调查,目的是降低较大部件的故障率。分析首先使用扫描电子显微镜和其他相关分析技术对当前商用模具系统进行详细的微观结构检查。模具结构显示不均匀且不可预测,陶瓷成分填充不良导致孔隙网络不均匀。还确定了粘合剂的结构和分布,这表明模具内的主要承载点由薄的二氧化硅区域组成。因此,模具的整体性能与二氧化硅本身的性能直接相关。这种粘合剂显示含有在模具制造过程中的各个阶段从陶瓷填料中浸出的杂质元素。这些元素会改变粘合剂的相组成和热性能。
澳大利亚电视广播电视广播 ...
使用 COFDM,每个载波频率的符号率要低得多,大约每秒 850 个符号。这意味着符号的物理间距约为 350kM,而不是 50 米。反射信号要干扰当前信号,就需要一个额外路径长度为 350 公里的幽灵,在悉尼,这意味着它需要从纽卡斯尔附近某个建筑物上反弹!每个 COFDM 载波实际上都是一个单独的无线电发射器,在较低的音频范围内调制。多径接收(重影)会使模拟电视几乎无法观看,但对 DVB-T 没有任何影响。这种情况非常类似于在汽车收音机上接收 AM;即使在高速行驶时,AM 也很少发生信号丢失。
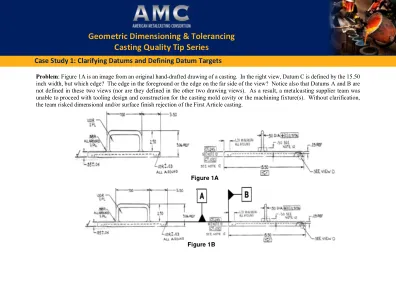
Microsoft Word - GDT 铸造质量提示案例研究 1_rev02.docx
解决方案:图 1B 和 1C 显示了快速扫描视图和图纸注释的结果,这些视图和图纸注释可以澄清基准 C 并定义基准 A 和 B。结果:对这些图纸进行简单的 GD&T 升级,消除了关于如何设计铸造模具型腔、如何固定铸件以加工成净形状……以及如何设置铸件以进行尺寸检查的不确定性。那么,为了进行准确的加工设置和准确的尺寸检查,应该在铸件的 3 个主要基准上准确接触铸件的哪个位置?由于铸件表面存在不一致(例如,浇口将液态金属带入模腔的切断和研磨表面、模具组件分型面的边缘和拔模斜度),需要定义接触的具体位置以及在这些位置接触铸件的基准目标的大小。答案是定义这些基准目标,这是 ASME Y14.5 – 2018 GD&T 标准的重要组成部分。基准目标消除了在加工夹具设计和首件尺寸检查中接触铸件的确切位置的不确定性。

通过搅拌铸造来推进用粉煤灰和SIC加固的铝基复合材料
摘要:这项研究通过搅拌铸造通过粉煤灰和碳化硅(SIC)钢筋的整合来探索基于铝的复合材料的进步。该过程涉及在700°C的消声炉中熔化合金,逐渐引入粉煤灰和SIC颗粒,同时在450 rpm搅拌12分钟以确保分散体均匀。添加5%SIC和2.5%的粉煤灰导致多种机械性能的显着改善。Tensile强度的显着增强大约增长了约19.56%,而硬度却显示出大约34.67%的大幅增长。此外,疲劳强度显着提高了约26.87%,耐耐磨性的显着增强约为31.45%。这些增强功能强调了整合粉煤灰和SIC钢筋的功效,突出了具有优质机械性能的晚期铝合作材料的潜力。这种方法提出了提高材料性能的有前途的途径,对需要耐用性,强度和耐磨性的各种工业应用产生了影响。

评估A356
5056; https://orcid.org/0000-0003-3963-8282抽象丢失的泡沫铸造(LFC)是一种经济的方法,可以通过在倒入过程中蒸发膨胀聚苯乙烯(EPS)模式来产生高产金属铸件。该方法可用于施放复杂的模式,例如歧管,具有内部空腔的发动机块和其他复杂的几何形状。必须加工EPS泡沫模式,专门的模具和工具,这使得此过程仅用于大量生产。本研究提出了混合失落的泡沫铸造(HLFC)过程,该过程利用3D打印技术使用融合细丝制造(FFF)来制造轻质的泡沫图案。使用低密度填充填充物的泡沫聚乳酸(PLA)原料打印3D薄壁图案,达到了0.044 g/cm 3的大量图案密度,是传统EPS泡沫的两倍。铝合金A356.2是使用泡沫PLA和相同几何形状的EPS模式铸造的,但在传统LFC的铸造参数的不同组合下。拉伸和显微镜样品是从板上加工的,以进行机械性能和微观结构的比较分析。的屈服强度基本上是相等的,对于平均为96.7 MPa的EPS的样品和基于PLA的铸件的95.7 MPa。此外,对复杂的阀体图案进行了3D打印,激光扫描并施放以进行尺寸分析。观察到超过90%的阀体表面落在±0.2 mm的公差区域内。关键字失去了泡沫铸件,混合失去的泡沫铸件,聚乳酸,扩展的聚苯乙烯,融合细丝制造。制造过程杂志https://doi.org/10.1016/j.jmapro.2024.07.080

直接金属激光烧结及精密铸造方法中先进增材技术分析
摘要。本文分析了使用直接金属激光烧结 (DMLS)(称为“烧结”)和精密铸造技术生产的 Inconel 718 镍高温合金样品。理论部分侧重于通过现代增材制造方法(用于加工金属材料的方法)和传统精密铸造技术生产镍高温合金样品的特性。实践部分涉及对测试样品的机械性能和表面纹理的研究。本研究的很大一部分致力于使用电子显微镜方法分析断裂表面和 TEM 薄片的 EDX 实验测试。本文的结论包括对测试样品应用的两种技术的讨论、评估和解释。最后,讨论了在涡轮增压器耐热部件的设计和生产中使用现代增材制造技术的主要好处。