XiaoMi-AI文件搜索系统
World File Search SystemCasting
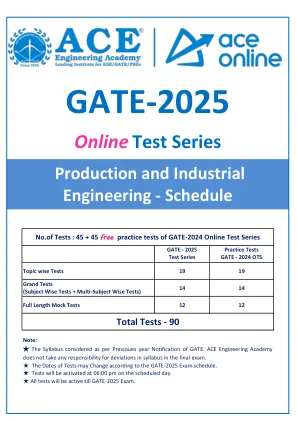
在线测试系列
生产1:铸造:铸造过程和应用程序的类型;沙子铸造:图案 - 类型,材料和津贴;模具和核心 - 材料,制作和测试;门控系统和立管的设计;铸铁,钢和非有产金属和合金的铸造技术;分析凝固和微观结构的发展;其他铸造技术:压力模具铸件,离心铸造,投资铸造,壳模;铸造缺陷及其通过非破坏性测试检查。金属形成:弹性和塑性变形中的应力 - 应变关系;冯·米塞斯(Von Mises)和特雷斯卡(Tresca)产生标准,流动压力的概念;热,温暖和冷工作;批量形成过程 - 锻造,滚动,挤出和线绘图;钣金工作过程 - 空白,打孔,弯曲,拉伸形成,旋转和深色绘图;理想的工作和平板分析;金属工作及其原因的缺陷。材料的加入:加入过程的分类;使用不同的热源(火焰,电弧,电阻,激光,电子束),传热和相关损耗的融合焊接过程原理;电弧焊接过程 - smaw,gmaw,gtaw,等离子体弧,淹没弧焊接过程;固态焊接过程的原理 - 摩擦焊接,摩擦搅拌焊接,超声焊接;焊接缺陷 - 原因和检查;粘合剂加入,砾石和焊接过程的原则。
IPE 2101:制造过程课程
砂型铸造是制造金属部件的传统铸造方法之一。砂型铸造部件的生产方法是用砂混合物形成模具,然后将熔融的液态金属倒入模具的型腔中。首先将形状与所需铸件非常相似的模型放在沙子中以制作印记。加入浇注系统,并将熔融金属填充到所得型腔中。熔体冷却凝固后,即可通过破坏砂型获得铸件。由于砂型铸造的造型材料是沙子,因此表面粗糙且尺寸精度低是预期结果,因此通常需要进行后期加工。砂型铸造的典型应用是机床底座、发动机缸体和气缸盖。

搅拌铸造合成伊拉克铝土矿陶瓷增强铝金属基复合材料的研究 MA Aswad*、SH Awad、AH Kaayem 部门
在过去的几十年里,研究人员对研究用铝土矿颗粒等矿物制备复合材料的天然优势表现出了极大的兴趣,并证明了它们作为高性能复合材料制造中成本效益高的增强剂的有效性。这项研究是使用不同比例(2、4 和 6 wt%)的伊拉克天然铝土矿粉末通过搅拌铸造和 Mg 添加剂制备铝金属基复合材料 (AMMC) 的一次新尝试。在实验工作中,将铝土矿石粉碎并研磨,然后在 1400 ○ C 下烧制粉末。使用粒度、XRD 和 XRF 分析对粉末进行表征。对 AMMC 铸件进行机械加工、抛光、预热,并使用硬度测量、微观结构观察和杨氏模量、泊松比和断裂韧性计算来表征其性能。此外,还通过从引伸计记录中测量裂纹口张开位移 (CMOD) 来评估其断裂韧性。结果表明,通过搅拌铸造添加 2 和 4 wt% 的镁和伊拉克烧铝土矿,可以成功生产出具有改进的断裂韧性、硬度和弹性模量性能的 AMMC。此外,CMOD 测量结果显示,添加 2 和 4 wt% 的铝土矿颗粒可使基质材料的“最大失效载荷”和“临界载荷下的临界 CMOD”分别增加至约“25 和 44%”和“32 和 47%”。此外,在这些比例下,通过 K IC 和杨氏模量计算的基质材料的断裂韧性分别显示出约“22 和 69%”和“8 和 12%”的改善。由于 AMMC 在这种比例下具有脆性,添加 6% 的铝土矿虽然可以记录硬度(57%)和弹性模量(22%)的最高改善,但无法使断裂韧性达到所需的改善。
Castrip®过程 -
与传统的厚或斜板连续铸造相比,双卷铸造过程的固化基本面是完全不同的。,固化壳和模具表面之间的相互作用是完全不同的。虽然霉菌粉是连续铸造的,但castrip工艺不采用任何形式的粉末或润滑剂。此外,与常规的连续铸造不同,壳和铸造卷行进在融化池中旋转,在旋转的情况下,霉菌被振荡以打破接触并促进板的撤回。表1显示了与常规的薄和厚板铸件相比,castrip过程的某些关键铸造参数的值。可以看出,castrip过程以热传递状态运行,该制度的质量高于常规铸造方法。这在这三个过程之间固化过程中的平均冷却速率巨大差异以及总固体时间的时间差异。这些差异的结果是相对较小的castrip铸造单元和极为精细的固化微观结构的生产率很高。

产品可回收性的过程和材料选择
尽管还有其他因素可以确定铸造是否是产品的制造过程,但Die Casting为环境问题提供了优势。在过去的铸件中通常用于包含组件的组件,但没有任何机械功能。随着技术和流程的发展,铸件的作用已经扩大。模具铸件可以用作连接器,支架或立管,需要承受吸收崩溃力的负载或安全关键组件。铸件的扩展作用为产品设计提供了进一步的机会和选择。

瓦朗加尔国立科技学院
增材工艺:焊接电源简介、TIG、MIG、等离子焊接工艺、应用和优点、摩擦焊接:工艺变量和应用及优点、摩擦搅拌加工、工艺变量和应用及优点、电子束焊接、激光束焊接:工艺变量和应用及优点。减材工艺:硬车削和高速铣削 - 激光加工:激光加工简介、应用和优点、激光钻孔、工艺参数对材料可加工性的影响。激光切割、激光加工的质量方面、激光微加工的应用、电火花加工。转化工艺:先进铸造:简介、搅拌铸造的原理、搅拌铸造工艺步骤、影响搅拌铸造工艺的因素:搅拌速度、搅拌时间和温度、模具预热温度、颗粒分布、增强材料和液态金属之间的润湿性和孔隙率 - 优点和应用、复合材料制备、复合材料分析、挤压铸造工艺、优点注浆铸造:原理、应用、优点和局限性。混合工艺:工艺变量、应用和优势 混合焊接工艺、混合焊接工艺(TIG 和等离子焊接等)、混合加工工艺 – ECDM、EDG、ECM 表面涂层:涂层材料、不同材料上的涂层、涂层方法及其应用、局限性。 超级合金:超级合金的性能、微观结构、熔炼和铸造实践 镍基和钴基耐热铸造合金的微观结构。 温度和时间相关转变 - 超级合金中性能与微观结构的关系。 学习资源:

ProJet® MJP 300W
VISIJET® 铸造蜡 这些材料的熔点比传统蜡低,产生的熔融蜡没有灰分或残留物。此外,这些蜡不需要用石蜡密封剂进行精加工。由于这些优势,VisiJet® 100% 蜡材料经常用于熔模铸造工艺。这种蜡是珠宝和矫形外科铸造应用的首选材料,因为它可以实现更清洁、更光滑的表面、更高的精度和更高质量的表面光洁度。


冶金石墨特种解决方案
连续铸造可以看作是一种热量提取过程。将熔融金属转化为固体金属形状涉及去除过热和凝固潜热。液态金属在模具中凝固,模具是连续铸造设备中最关键和最重要的部件。模具中的热传递是限制最大生产率的主要因素之一。铸造速度越高,传递到模具中的热量就越多,因此从模具到模具的热传递必须增加,以使模具中的形状凝固。
EFB超重电池创新
9 Replaces AGM 9 Economical alternative to AGM 9 Use of particularly corrosion-resistant alloys 9 Highest charge acceptance due to specially developed active masses, thus also especially suitable for vehicles with frequent short journeys 9 Robust gravity casting technology with reinforced grid design 9 Low water consumption - maintenance-free due to calcium grid technology 9 Highest leakage safety due to patented double lid with ESD-proof screw plug 9 Longer shelf life due to钙网格技术9高振动阻力9德国制造的质量9超过99%可回收