XiaoMi-AI文件搜索系统
World File Search SystemElectroimpact

使用机器人进行一次性组装 - Electroimpact
HdH 选择 Electroimpact 作为装配系统合作伙伴,并通过一系列联合规划会议,制定了初始系统工具和装配机器人钻紧固件孔的详细要求(见图1)。主要的机器人系统要求包括自动视觉扫描大头钉紧固件和定位特征、高速主轴以一步完成钻孔和埋头孔、刀具预置器以最大限度地减少刀具设置中的错误、自动刀具更换和自动孔质量单元以测量直径、埋头孔并提供实时统计过程控制。该系统还需要从一侧施加压力,并自动进行正常性校正和负载控制。钻孔推力的测量将为监测工具磨损提供额外的过程控制选项。最后,该系统包括空间规定和灵活性,以添加未来的紧固件安装模块,以实现最终的一次性组装目标。

922408 先进的 EMR 技术 - Electroimpact
922408 先进的 EMR 技术 作者:Peter Zieve、Laurence Durack、Brent Huffer 和 Tim Brown 摘要 为了满足客户对更好的过程控制和可靠性的需求,开发了新的 EMR 技术。在手工铆接大型面板时,操作员之间的视觉接触受到阻碍。需要一种可靠的方法来确保枪只有在正确部署在铆钉的两端时才能发射。第二个问题是满足对 EMR 操作中改进过程控制的需求。通过为 EMR 操作实施全数字控制方案实现了这些目标。本文介绍了这些新技术。智能枪 智能枪系统目前正在一个飞机项目上生产,并且正在接受评估以用于第二个项目。在手工铆接大型面板时,操作员之间的视觉接触受到阻碍。人们担心如果将相对的手持式 EMR 推向两个相邻的铆钉并发射,可能会造成损坏。虽然通常情况下,铆钉会在没有备用枪的情况下推入孔中,从而向操作员发出指示,但有时铆钉可能会卡在孔中。智能枪系统解决了这一问题。图 1a 显示两个手持式 EMR 正确放置在铆钉的相对头部。图 1b 显示 EMR 靠在相邻的铆钉上。如果枪在这个位置发射,可能会损坏面板。智能枪系统的首要任务是防止操作员无意中将 EMR 置于这种配置中时 EMR 发射。图 1c 显示手持式 EMR 位于同一铆钉的相对两侧,但其中一个枪未正确标准化。以这种方式形成的铆钉将不如使用
922408 先进的 EMR 技术 - Electroimpact
922408 先进的 EMR 技术 作者:Peter Zieve、Laurence Durack、Brent Huffer 和 Tim Brown 摘要 为了满足客户对更好的过程控制和可靠性的需求,开发了新的 EMR 技术。在手工铆接大型面板时,操作员之间的视觉接触受到阻碍。需要一种可靠的方法来确保枪只有在正确部署在铆钉的两端时才能发射。第二个问题是满足对 EMR 操作中改进过程控制的需求。通过为 EMR 操作实施全数字控制方案实现了这些目标。本文介绍了这些新技术。智能枪 智能枪系统目前正在一个飞机项目上生产,并且正在接受评估以用于第二个项目。在手工铆接大型面板时,操作员之间的视觉接触受到阻碍。人们担心如果将相对的手持式 EMR 推向两个相邻的铆钉并发射,可能会造成损坏。虽然通常情况下,铆钉会在没有备用枪的情况下推入孔中,从而向操作员发出指示,但有时铆钉可能会卡在孔中。智能枪系统解决了这一问题。图 1a 显示两个手持式 EMR 正确放置在铆钉的相对头部。图 1b 显示 EMR 靠在相邻的铆钉上。如果枪在这个位置发射,可能会损坏面板。智能枪系统的首要任务是防止操作员无意中将 EMR 置于这种配置中时 EMR 发射。图 1c 显示手持式 EMR 位于同一铆钉的相对两侧,但其中一个枪未正确标准化。以这种方式形成的铆钉将不如使用

机器人后缘襟翼钻孔系统 - 电冲击式
工程会议委员会已批准发表本文。在会议组织者的监督下,本文已成功完成 SAE 的同行评审流程。此流程至少需要三 (3) 位业内专家的评审。保留所有权利。未经 SAE 事先书面许可,不得以任何形式或任何方式(电子、机械、影印、录音或其他方式)复制、存储在检索系统中或传输本出版物的任何部分。ISSN 0148-7191 本文中提出的观点和意见均为作者的观点,不一定代表 SAE。作者对本文内容负全部责任。SAE 客户服务:电话:877-606-7323(美国和加拿大境内)电话:724-776-4970(美国境外)传真:724-776-0790 电子邮件:CustomerService@sae.org SAE 网址:http://www.sae.org

下一代复合材料和工艺
• Fives Cincinnati/Lund – Flightware 和轮廓仪 • Danobat – Profactor • MTorres – Airbus InFactory Solutions、Profactor • Electroimpact – Aligned Vision(777X 机翼) • Coriolis – Edixia • Coriolis – 通过 SuCoHS 项目在 NLR 的 Apodius • Electroimpact – 实时过程检测技术
C-130J 后机身面板的自动铆接
Electroimpact 和 Lockheed Martin 开发了用于 C-130J 后机身面板的自动钻孔和紧固系统。为将该系统整合到 Lockheed Martin 现有的制造模式中,并调整 Electroimpact 现有的铆接机系列以制造这些旧式飞机部件,我们克服了许多设计和制造挑战。自动化方面的挑战包括设计一个非常长但足够坚固和轻巧的偏置铆接砧,用于紧固在深圆周框架周围,自动送入非常短的“方形”铆钉(其长度与头部直径相似),为没有现有 3D 制造数据的传统部件创建零件程序和模拟模型,以及为飞机部件提供防撞保护,防止机器碰撞(考虑到模型固有的不确定性和飞机部件的独特几何形状)。在将系统整合到 Lockheed Martin 现有的制造方法中时,我们克服了其他挑战,同时避免中断正在进行的生产活动和交付计划。我们找到并实施了所有这些问题的创新和新颖的解决方案。最终成功实现了机尾钻孔和铆接工作的自动化,从而提高了制造质量和生产成本,并开发出了可应用于未来自动化系统的新技术。
先进技术实验室
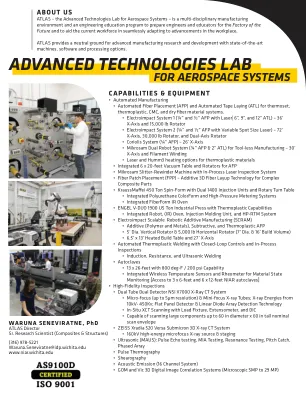
能力和设备 • 自动化制造 • 适用于热固性、热塑性、CMC 和干纤维材料系统的自动纤维铺放 (AFP) 和自动带铺设 (ATL)。 • 电冲击系统 1(带激光的 ¼” 和 ½” AFP | 6”、9” 和 12” ATL)– 36' X 轴和 15,000 磅旋转器 • 电冲击系统 2(带可变光斑尺寸激光器的 ¼” 和 ½” AFP)– 72' X 轴、30,000 磅旋转器和双轴旋转器 • 科里奥利系统(¼” AFP)– 26' X 轴 • Mikrosam 双机器人系统(¼” AFP 和 2” ATL)用于免工具制造 – 30' X 轴和纤维缠绕 • 适用于热塑性材料的激光和 Humm3 加热选项 • 用于 AFP 的集成 6 x 20 英尺真空工作台和旋转器 • 带有在线激光检测系统的 Mikrosam 分切复卷机 • 光纤贴片放置 (FPP) –复杂复合材料部件 • KraussMaffei 450 吨旋压成型机,配备双 1400 注射单元和旋转转盘 • 集成聚氨酯 ColorForm 和高压计量系统 • 集成 FiberForm IR 烤箱 • ENGEL V-DUO 1900 美国吨工业压力机,具备热塑性能力 • 集成机器人、(IR) 烤箱、注塑单元和 HP-RTM 系统 • Electroimpact 可扩展机器人增材制造 (SCRAM) • 增材(聚合物和金属)、减材和热塑性 AFP • 5' 直径。垂直旋转器和 5,000 磅水平旋转器(7 英尺直径和 16 英尺构建体积)• 6.5 英尺 x 13 英尺加热构建台和 27 英尺 X 轴 • 带有闭环控制和过程检查的自动热塑性焊接 • 感应、电阻和超声波焊接 • 高压釜 • 13 x 26 英尺,800 华氏度/200 psi 能力 • 集成无线温度传感器和流变仪用于材料状态监控 [可使用 3 x 6 英尺和 6 x 12 英尺 NIAR 高压釜] • 高保真检查 • 双管双探测器 NSI X7000 X 射线 CT 系统 • 微焦点(分辨率高达 5µm)和小焦点 X 射线管;X 射线能量从 10kV 到 450Kv;平板探测器和线性二极管阵列检测技术 • 带负载夹具、引伸计和 DIC 的现场 XCT 扫描 • 能够扫描直径达 60 英寸 x 高 60 英寸的标称扫描范围的大型部件 • ZEISS Xradia 520 Versa 亚微米 3D X 射线 CT 系统 • 160kV 高能微焦点 X 射线源和分期 • 超声波 (MAUS):脉冲回波测试、MIA 测试、共振测试、音高捕捉、相控阵 • 脉冲热成像 • 剪切干涉 • 声发射(16 通道系统) • GOM 和 Vic 3D 数字图像相关系统(微观 5MP 至 29 MP)

实现极高 AFP 头部可靠性的流程
时不时就会出现一个好主意。模块化头是一个好主意,它能够使用多种类型的 AFP 头、ATL、层切割、零件探测等。使用一台机器和加工单元。在 Electroimpact 于 2004 年左右开发模块化头时,业界认为(并接受)AFP 是一种不可靠的工艺。它仍然没有我们想要的那么可靠。应对这种可靠性不足的一种方法是将多个头放在 AFP 单元中,这样如果地板上的头出现问题,完全相同类型的备用头就可以立即投入使用。如果 AFP 工艺的可靠性提高 10 倍或 50 倍,多 AFP 头系统是否仍然具有商业价值?模块化机头可能仍会占上风,但指标会发生变化。例如,如果每个机头负载的停机时间只有 20 分钟,那么在单元中安装 2 个完全相同类型的机头可能不再有利。我们的目标是消除 AFP 流程的不可靠性,使这一讨论具有真正的意义。为了解决 777x 中遇到的可靠性问题的首要原因,我们发明了模块化伺服卷筒头。在过去的一年里,我们建造了这台机器的完整工作原型,并向波音公司和其他公司进行了演示。我们了解到,我们确实解决了 777x 翼梁生产中看到的可靠性问题的首要原因(零度铺层期间速度大幅变化时张力损失)。在