XiaoMi-AI文件搜索系统
World File Search SystemFDM

研究3D打印参数对... -dr -ntu
摘要:本文旨在确定3D打印参数的影响,例如填充密度,挤出温度,栅格角度和层厚度,对机械性能,即在果酸酸(PLA)的情况下,即在破裂的情况下,即在破裂的情况下,即最终的拉伸强度,屈服强度,弹性和伸长率。另一个目的是研究PLA的吸水,其目标是通过涂层剂最小化。使用方差分析(ANOVA)评估每个印刷参数对每个机械性能的影响。关键字:( 3D打印,PLA,机械性能,吸水,打印参数)近年来,3D打印机的使用量显着增加,并且可以预期这种趋势的延续。3D打印机现在通常用于制造各种产品,范围从休闲物品到医疗组件(Gibson等人2015a)。从所有3D打印技术中,由于大量开发和销售这种打印机及其相对低成本的公司,公众更容易获得的公众访问的技术(FDM)(Gibson等人。2015b)。为了使用FDM技术打印对象,需要定义一定数量的打印参数。由于最终产品的质量受这些参数的大多数影响,因此知道其中哪种是最有影响力的(Sood等人。2012; Anitha等。2001; Wang等。 2007; Tymrak等。 2015)。2001; Wang等。2007; Tymrak等。 2015)。2007; Tymrak等。2015)。2014; Lanzotti等。2015a; Wittbrodt等。研究人员使用了实验方法的设计(DOE),以计划实验室工作,以使结果值得信赖。DOE中有三个主要方面:因素,水平和响应。设计矩阵,这些是具有不同因素之间所有级别组合的表(Anderson等人。2016; Lanzotti等。2015a)。作为FDM定向沉积的材料,结果是具有各向异性行为的分层标本。,由于过程的方法,空气口袋形式,会影响机械性能

人工智能生成新颖的 3D 打印配方
配方开发是药物开发的关键步骤。该过程需要人类的创造力、独创性和对配方开发和加工优化的深入了解,这可能非常耗时。在此,我们测试了人工智能 (AI) 为三维 (3D) 打印创建从头配方的能力。具体来说,条件生成对抗网络 (cGAN) 是一种以创造力著称的生成模型,它在由 1437 种熔融沉积成型 (FDM) 打印配方组成的数据集上进行训练,这些配方是从文献和内部数据中提取的。总共探索了 27 种不同的 cGAN 架构,它们具有不同的学习率、批量大小和隐藏层数量参数,以生成 270 种配方。通过比较 AI 生成的配方和人类生成的配方的特点,发现具有中等学习率 (10 − 4 ) 的 cGAN 可以在生成新颖性和现实性兼具的配方方面取得平衡。使用 FDM 打印机制作了四种配方,其中第一个 AI 生成的配方已成功打印。我们的研究代表了一个里程碑,突出了 AI 承担创造性任务的能力及其彻底改变药物开发过程的潜力。

FA5300 模块化机载数据记录器... - L3Harris
MADRAS 系列使操作员能够快速下载和分析飞行数据,以进行安全和预防性维护调查。这些设备与 FA2100 驾驶舱语音记录器 (CVR) 和飞行数据记录器 (FDR) 共享相同的地面支持设备。这些数据不仅可以帮助事故调查人员,还可以提供数千个数据参数,用于飞行数据监控 (FDM)/飞行运行质量保证 (FOQA),支持航空公司的标准操作程序 (SOP)。
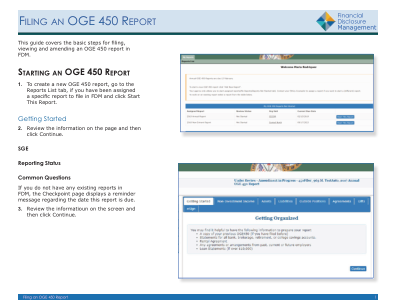
提交 OgE 450 报告
在总结阶段,FDM 会提醒您任何不完整或缺失的信息。在提交报告之前,请查看报告标记并更正所有错误。红色标记表示缺少必需信息,必须在提交报告之前提供这些信息。OGE 450 申报者无法提交带有红色标记的报告。黄色标记表示缺少信息,但提交报告时不需要这些信息。
3D 打印安全工作规范
材料挤出 [熔融沉积成型 (FDM)] – FDM 打印机使用加热到熔点的热塑性长丝来创建 3 维物体。这是最常见的 3D 打印机类型。 桶聚合 [立体光刻 (SLA)] – 桶聚合使用液态光聚合物树脂来创建模型,然后使用紫外线 (UV) 激光或数字处理灯固化每层树脂。 材料喷射 – 材料喷射选择性地将进料液滴沉积到构建平台上,使液滴冷却并凝固,然后在凝固的液滴上构建以创建 3 维物体。 粘合剂喷射 – 粘合剂喷射将一层粉末分布到构建平台上,然后涂抹液体粘合剂将颗粒层粘合在一起。 粉末床灌注 [选择性激光烧结 (SLE)] – 使用激光或其他能量源将塑料、金属、陶瓷或玻璃粉末融合在一起以形成结构。定向能量沉积 (DED) – 金属粉末或金属丝在通过移动打印头沉积的同时被熔化。薄片层压 – 使用激光或锋利的刀片切割和粘合薄层材料(例如,纸张、铝箔)来创建 3D 物体。

增材制造的挑战 为什么公司不……
不同的 AM 生产工艺包括板材层压、挤压沉积、颗粒材料粘合和光聚合,用于多个行业的各种应用,包括汽车、航空航天、机械、医疗保健和消费品。当今使用的最重要的技术是熔融沉积成型 (FDM)、选择性激光烧结 (SLS) 和熔化 (SLM)、立体光刻 (SLA) 和 PolyJet 1 ,以金属、塑料、陶瓷和复合材料为主要材料(见图 1)。

增材制造 - IITH
• 用于大尺寸部件的电弧增材制造 (WAAM) 装置。 • 用于功能梯度部件的双线 WAAM 装置。 • 基于激光 + 粉末的直接能量沉积系统。 • GE Mtlab 200R 粉末床熔合。 • Mark Two 碳纤维复合材料 3D 打印机。 • HP Jet Fusion 580 彩色粘合剂喷射 3D 打印机。 • ProJet6000 SLA。 • Stratasys Fortus 450 MC (FDM)。 • EnvisionTec 3D Bioplotter

锂离子电池数值方法的比较分析...
电化学模型可以洞悉电池的内部状态,成为电池设计和管理的有力工具。这些模型由数值求解的偏微分方程 (PDE) 组成。在本文中,我们比较了两种常用于数值求解锂离子电池控制 PDE 的空间离散化方法,即有限差分法 (FDM) 和有限体积法 (FVM),它们的模型精度和质量守恒保证。首先,我们提供对 FDM 和 FVM 进行空间离散化的数学细节,以求解电池单粒子模型 (SPM)。从实验数据中识别 SPM 参数,并进行灵敏度分析以研究不同电流输入配置文件下的参数识别能力,然后对两种数值方案进行模型精度和质量守恒分析。利用三阶 Hermite 外推方法,本文提出了一种增强型 FVM 方案,以提高依赖线性外推的标准 FVM 的模型精度。本文表明,采用 Hermite 外推的 FVM 方案可建立精确且稳健的控制型电池模型,同时保证质量守恒和高精度。© 2023 电化学学会(“ECS”)。由 IOP Publishing Limited 代表 ECS 出版。[DOI:10.1149/1945-7111/ ad1293]

应变能密度标准对熔融沉积模型生产的缺口 PLA 样品断裂预测的适用性
熔融沉积成型 (FDM),也称为熔融长丝制造 (FFF),是增材制造领域最成熟的技术之一,由于使用和维护成本低 [1],在低熔点聚合物中广受欢迎。进料材料以长丝形式通过加热喷嘴进料,并逐层沉积在表面上。商用热塑性塑料如丙烯腈丁二烯苯乙烯 (ABS)、聚碳酸酯 (PC)、尼龙、聚乳酸 (PLA) 及其组合经常用于生产 FDM 部件 [2]。虽然可以实现高度复杂的几何形状,但这会引发相对于块体材料的三种主要强度降低机制 [3]:(i) 由于空隙导致横截面积减小。仅此一项就已证明对抗拉强度有巨大影响 [4]。(ii) 空隙引起的应力集中。基于这一观察,Xu 和 Leguillon [5] 提出了双缺口空隙模型来解释 3D 打印聚合物的各向异性拉伸强度。(iii)聚合物链的不完全相互扩散。与几何方面无关,这会降低材料本身在细丝边界处的强度 [1] 。这三种现象由大量工艺参数控制,这些参数的强大影响和复杂相互作用超出了我们目前的知识范围,是一个活跃的研究领域。Cuan-Urquizo 等人 [6] 确定了两大类参数,即制造参数(例如喷嘴温度和打印速度)以及结构参数,
ULTEM™ 1010 树脂
© 2024 Stratasys。保留所有权利。Stratasys、Stratasys Signet 徽标、FDM 和 Fortus 是 Stratasys Inc. 的注册商标。Fortus 450mc、Fortus 900mc 和 F900 是 Stratasys, Inc. 的商标。ULTEM™、9085 和 1010 是 SABIC、其附属公司或子公司的商标。所有其他商标均为其各自所有者的财产,Stratasys 对这些非 Stratasys 产品的选择、性能或使用不承担任何责任。产品规格如有变更,恕不另行通知。MDS_FDM_ULTEM 1010 Resin_0524a