XiaoMi-AI文件搜索系统
World File Search SystemInconel

INCONEL 合金 625 - 特殊金属
INCONEL® 镍铬合金 625 (UNS N06625/W.Nr. 2.4856) 因其高强度、出色的可加工性(包括连接)和出色的耐腐蚀性而被广泛使用。使用温度范围从低温到 1800°F (982°C)。成分如表 1 所示。INCONEL 合金 625 的强度源于钼和铌对其镍铬基质的硬化作用;因此无需进行沉淀硬化处理。这种元素组合还使其对各种异常严重的腐蚀环境以及氧化和渗碳等高温效应具有出色的抵抗力。 INCONEL 625 合金的特性使其成为海水应用的绝佳选择,包括不受局部侵蚀(点蚀和缝隙腐蚀)、高腐蚀疲劳强度、高抗拉强度和抗氯离子应力腐蚀开裂。它用作系泊电缆的钢丝绳、机动巡逻炮艇的螺旋桨叶片、潜艇辅助推进马达、潜艇快速断开配件、海军多用途船的排气管、海底通信电缆护套、潜艇传感器控制器和蒸汽管波纹管。潜在应用包括弹簧、密封件、水下控制器的波纹管、电缆连接器、紧固件、弯曲装置和海洋仪器组件。高拉伸、蠕变和断裂强度;出色的疲劳和

INCONEL® 合金 718 - 特殊金属
对于大多数应用,INCONEL 718 合金被指定为:固溶退火和沉淀硬化(沉淀硬化、时效硬化和沉淀热处理是同义词)。合金 718 通过将次生相(例如伽马素和伽马双素)沉淀到金属基体中而硬化。这些镍(铝、钛、铌)相的沉淀是通过在 1100 至 1500°F 的温度范围内进行热处理引起的。为了使这种冶金反应正常进行,时效成分(铝、钛、铌)必须溶解(溶解在基体中);如果它们以其他相的形式沉淀或以其他形式组合,则它们将无法正确沉淀,并且无法实现合金的全部强度。要执行此功能,必须首先对材料进行固溶热处理(固溶退火是同义词)。INCONEL 718 合金通常采用两种热处理: •固溶退火温度为 1700-1850°F,然后快速冷却(通常在水中),再加上在 1325°F 下沉淀硬化 8 小时,炉冷至 1150°F,在 1150°F 下保持,总时效时间为 18 小时,然后空气冷却。•固溶退火温度为 1900-1950°F,然后快速冷却(通常在水中),再加上在 1400°F 下沉淀硬化 10 小时,炉冷至 1200°F,在 1200°F 下保持,总时效时间为 20 小时,然后空气冷却。如果材料需要进行机械加工、成型或焊接,则通常在轧机退火或应力消除状态下购买。然后在材料最具延展性的状态下进行制造。制造后,可以根据适用规范的要求进行热处理。
工艺参数对 Inconel 718 的影响
本研究使用 Trumpf 505 DMD 系统研究 DED-L 工艺参数,旨在确定改变特定工艺参数对 Inconel 718 冶金和机械性能的影响。首先使用田口实验设计研究激光功率、扫描速度和送粉速率。然后检查各向异性、构建方向和热处理。

通过线材 + 电弧增材制造工艺生产的 Inconel 718 和 Inconel 625 的微观结构和机械性能
在开发用于耐热和抗蠕变合金的线材+电弧增材制造 (WAAM) 工艺时,结构由镍基高温合金 Inconel 718 (IN718) 和 Inconel 625 (IN625) 构建。在本文中,使用等离子转移电弧工艺在这两种高温合金中沉积壁结构。在光学和 SEM 下分析微观结构;两种合金均显示出具有长柱状晶粒的典型树枝状结构,合金之间差异不大。研究结果表明,结构包括合金元素的明显偏析,具有潜在的金属间相,例如合金中还发现了 Laves 相和 δ 相,这表明 Nb 和 Mo 在晶界和树枝状区域偏析明显更多。这些合金还经过了室温机械测试,此外,IN625 样品在固溶和时效处理后进行了测试。硬度测量表明,与固溶状态下的锻造合金相比,WAAM 工艺通常可使材料硬度增加约 10%。与沉积状态相比,IN625 的热处理样品硬度增加了约 6%。IN625 的伸长率显示出更大的值。总体而言,IN718 的强度高于 IN625,而伸长率较低。对两种合金及其文献中所述的最大 UTS 和 YS 值进行比较后发现,WAAM 制造的 IN718 和 IN625 在沉积状态下可达到最大 UTS 的一半多一点,无需后处理。在 IN625 中测试的热处理工艺略微缩小了 UTS 性能的差距 3.5%。

通过...强化增材制造的 Inconel 718
我们报告了使用激光粉末床熔合 (LPBF) 对镍基高温合金金属基复合材料 (Ni-MMC) 进行增材制造 (AM) 的方法。通过高速搅拌机分簇和球磨原样 SiC 纳米线 (2 vol%) 和 Inconel 718 合金粉末来制备含纳米陶瓷的复合粉末,从而在 Inconel 颗粒表面产生均匀的 SiC 装饰。对打印样品的分析表明,SiC 纳米线在激光熔化过程中溶解,导致 Nb 和 Ti 基硅化物和碳化物纳米颗粒的原位形成。这些原位形成的纳米颗粒使 AM Inconel 718 的凝固微观结构更理想,打印缺陷(裂纹和孔隙)更少,晶粒尺寸略有细化。与未添加 SiC 的参考样品相比,打印的 Ni-MMC 的机械特性表明,硬度、屈服强度(增加 16%)和极限拉伸强度(σ UTS ,增加 12%)均显著增加。经过热处理后,与经过相同处理的未增强材料相比,相同的复合材料样品的 σ UTS 高 10%,同时总拉伸伸长率保持约 14%。我们认为,这种原位沉淀物形成为强化增材制造的高温材料提供了一种简单有效的方法,可用于能源和推进应用中日益恶劣的环境。
壁吹粉末沉积 Inconel 625
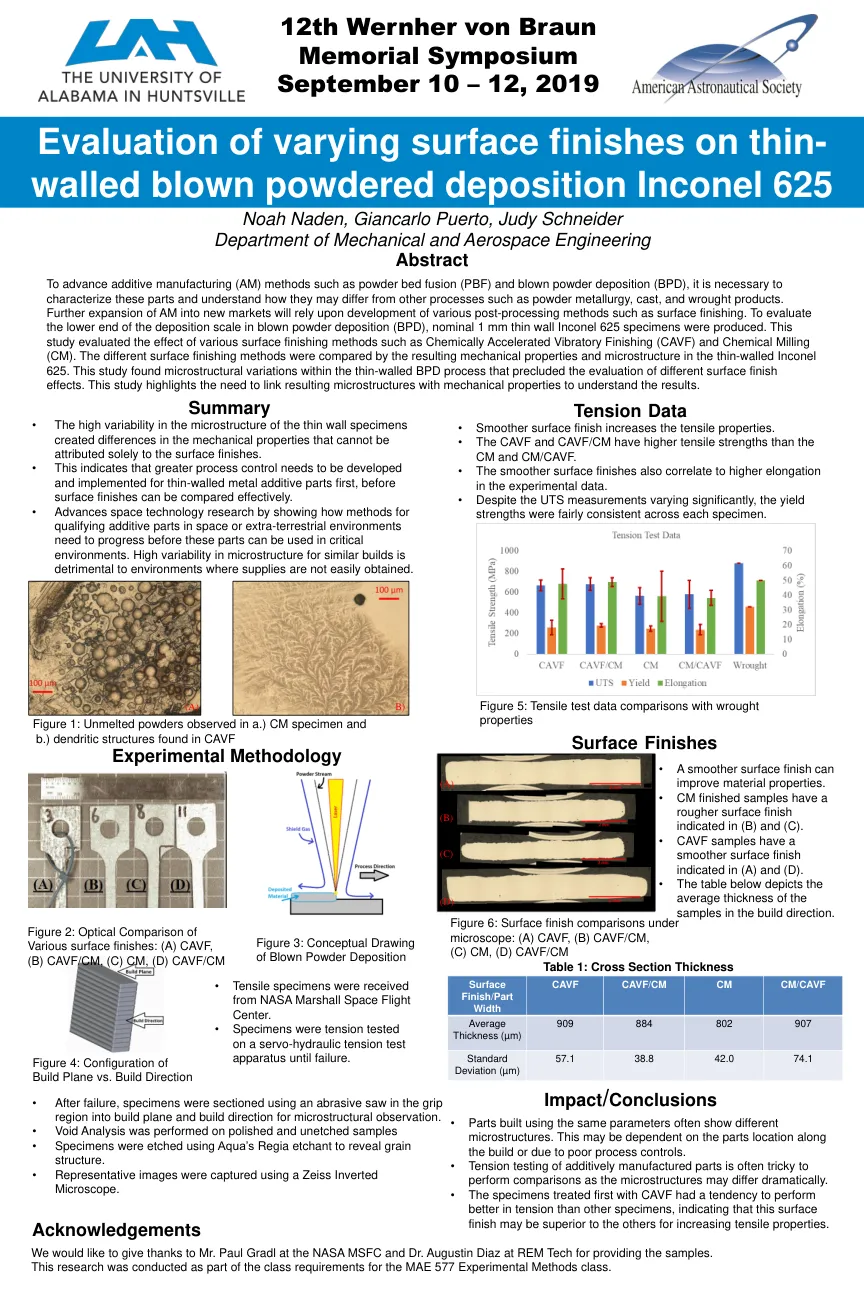
为了推进粉末床熔合 (PBF) 和吹粉沉积 (BPD) 等增材制造 (AM) 方法,有必要对这些部件进行特性分析,并了解它们与粉末冶金、铸造和锻造产品等其他工艺的不同之处。AM 进一步扩展到新市场将依赖于各种后处理方法的开发,例如表面处理。为了评估吹粉沉积 (BPD) 中沉积规模的下限,生产了公称 1 毫米薄壁 Inconel 625 样品。本研究评估了各种表面处理方法的效果,例如化学加速振动精加工 (CAVF) 和化学铣削 (CM)。通过对薄壁 Inconel 625 的机械性能和微观结构比较了不同的表面处理方法。本研究发现薄壁 BPD 工艺中的微观结构变化妨碍了对不同表面处理效果的评估。本研究强调需要将得到的微观结构与机械性能联系起来以理解结果。
都灵理工学院 Inconel 718 的优化...
如今,增材制造 (AM) 技术被视为先进工艺,通过该技术可以逐层生产形状复杂的部件。值得注意的是,据报道,在这些技术中,在生产角度大于 45° 的部件时,不需要支撑。而当角度低于此角度时,需要有支撑来抵消重涂刀片的力并散热。事实上,在这些角度下,存在脱落导致部件故障的风险,并会增加下皮表面的严重熔渣形成(高粗糙度)。然而,通过优化一些参数,可以减小这个角度的值。因此,本论文的主题是找到 IN718 合金的优化下皮参数,以提高倾斜试件悬垂表面的质量。这项工作从对下皮参数的深入文献研究开始。我们发现,最关键的参数是悬垂角度、激光功率、激光速度、描边距离以及使用下皮参数处理的层数。基于所获得的知识,在 Prima Industrie SpA 使用 Print Sharp 250 机器对参数进行了优化。实验程序包括三个“实验设计”(DoE),第一个实验进行了重复性测试。第一个 DoE 是通过对倾斜 30°、35° 和 40° 的样品进行 3 3 因子实验进行的,修改了激光功率、激光速度和描边距离。下皮表面的粗糙度分析被用作关键性能指标。结果,找到了下皮粗糙度低于 21 µm 的最佳八组参数(角度为 35° 和 40°)(文献中 Inconel 718 在 45° 时的值为 19 µm)。为了验证结果的准确性,我们通过使用相同的参数打印和分析一些样本进行了重复性测试。检测到的变异性始终低于 5%,证实了结果的一致性。第二个 DoE 旨在使用图像分析来评估孔隙率,其中样本被切割、抛光,然后使用光学显微镜进行分析。对于最佳参数组,样本的密度始终高于 99.2%。因此,预计下皮区域的机械特性不会发生变化。最后,进行了第三个 DoE 以
HFIR辐照后关于Inconel 718的演变的报告
1996年1月1日以后生产的报告通常可以通过美国能源部(DOE)Scitech Connect免费获得。网站www.osti.gov 1996年1月1日之前生成的报告可由以下资料来源:国家技术信息服务:国家技术信息服务5285皇家皇家路Springfield,VA 22161电话703-605-6000(1-800-553-6847) info@ntis.gov Website http://classic.ntis.gov/ Reports are available to DOE employees, DOE contractors, Energy Technology Data Exchange representatives, and International Nuclear Information System representatives from the following source: Office of Scientific and Technical Information PO Box 62 Oak Ridge, TN 37831 Telephone 865-576-8401 Fax 865-576-5728 E-mail reports@osti.gov Website http://www.osti.gov/

Inconel 718 的比例双轴拉伸低周疲劳
gruppofraattura.it › paper › download PDF 一月 22, 2023 — 一月 22, 2023 主要负载循环,例如飞机发动机的地-空-地循环和备用发电的启动/停止循环,会导致疲劳寿命...

关于3D打印Inconel 718
1996年1月1日以后生产的报告通常可以通过美国能源部(DOE)Scitech Connect免费获得。网站www.osti.gov 1996年1月1日之前生成的报告可由以下资料来源:国家技术信息服务:国家技术信息服务5285皇家皇家路Springfield,VA 22161电话703-605-6000(1-800-553-6847) info@ntis.gov Website http://classic.ntis.gov/ Reports are available to DOE employees, DOE contractors, Energy Technology Data Exchange representatives, and International Nuclear Information System representatives from the following source: Office of Scientific and Technical Information PO Box 62 Oak Ridge, TN 37831 Telephone 865-576-8401 Fax 865-576-5728 E-mail reports@osti.gov Website http://www.osti.gov/