XiaoMi-AI文件搜索系统
World File Search SystemMachined

概述了欧盟项目中HTS导体和辐照研究的研究和开发
核心:Cu管,直径。38毫米,带有加工的螺旋槽(扭曲螺距1.2 m)HTS链:吹牛10磁带(Superox JP,12 mm x 0.08 UM),编织:144 CU线,直径。0.15毫米夹克:圆形的SS管(PF Iter电缆),54 x 54毫米,用4卷磨机@Criotec inf @criotec impianti(意大利)

塑料零件加工指南 - MCAM
什么是退火?退火是一种热处理工艺,可改善塑料的物理特性,提高其延展性并降低其硬度,使形状更易于加工。退火有助于释放塑料内部的内部压力,使加工部件随着时间的推移具有更高的尺寸稳定性。退火工艺涉及将塑料形状加热至其熔化温度的一半并保持一定时间,然后以特定速率冷却。
公制 - Octopart
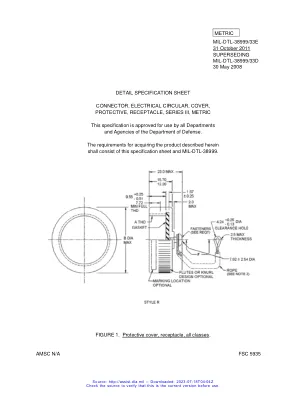
要求:尺寸和配置:见图 1。材料:盖子 - C、F、G、R、W 和 X 级:冲击挤压或机加工铝合金。P、T 和 Z 级:冲击挤压或机加工铝合金。H、K、N、S 和 Y 级:耐腐蚀钢。J 和 M 级:符合 MIL-DTL-38999 的高性能树脂。(F 级不适用于新设计。)垫圈 - 硅橡胶。环 - 耐腐蚀钢,钝化,最大厚度为 1.020 毫米(0.04 英寸)。绳索 - 绝缘不锈钢,钝化。绝缘层应能承受 200°C 的环境。紧固件 - 不锈钢,钝化。选项:铝与盖子一体。配合连接器:MIL-DTL-38999,系列 III。垫圈应粘合到盖子上,或机械固定。绳索应在紧固件上自由旋转。紧固件抗拉强度:保护套和绳索组件应能承受轴向和纵向施加的 25 磅自重拉伸载荷。载荷应施加在绳索组件末端并保持 5 分钟。绳索组件不得与保护套分离或绳索组件损坏。轴向和纵向均为 25 磅。载荷应施加在绳索末端。

金属 3D 打印用于修复钢结构
本工作采用了一种创新技术——电弧增材制造 (WAAM),这是一种定向能量沉积技术,用于裂纹钢部件的疲劳强化。在高周疲劳载荷条件下测试了不同的带有中心裂纹的钢板,包括参考板、用 WAAM 修复的具有沉积轮廓的钢板以及用 WAAM 修复并随后进行加工以降低应力集中系数的钢板。进行了相应的有限元模拟,以更好地理解 WAAM 修复的机理。参考板上现有的中心裂纹在 94 万次循环后扩展并导致断裂,而两块 WAAM 修复板中的中心裂纹并未扩展,这是由于净横截面积增加以及沉积过程引起的压应力。然而,在第二块钢板中,由于局部应力集中,在 WAAM 轮廓根部出现了新的裂纹,疲劳寿命达到了 220 万次循环(是参考板的 2.3 倍)。另一方面,第三块钢板由于加工轮廓光滑,经受了 900 多万次疲劳循环,没有出现明显的退化。这项研究的结果表明,WAAM 修复技术在解决钢结构疲劳损伤方面具有巨大潜力。

薄壁飞机高速加工的实施...
摘要:高速铣削是目前航空工业,特别是铝合金工业的重要技术之一。高速铣削与其他铣削技术的区别在于它可以选择切削参数——切层深度、进给量和切削速度,以同时保证高质量的加工表面精度和高的加工效率,从而缩短整体部件的制造过程。通过实施高速铣削技术,可以从全量的原材料中制造出非常复杂的整体薄壁航空部件。目前,飞机结构设计主要由整体件组成,这些整体件是通过在生产过程中使用焊接或铆接技术将零部件连接起来而制成的,例如肋骨、纵梁、大梁、框架、机身盖和机翼等部件都可以归类为整体件。这些部件在铣削后组装成更大的组件。所用处理的主要目的除了确保功能标准外,还在于获得最佳的强度与结构重量比。使用高铣削速度可以通过减少加工时间来经济地制造整体部件,但它也可以提高加工表面的质量。这是因为高切削速度下的切削力明显较低。