XiaoMi-AI文件搜索系统
World File Search SystemMachined
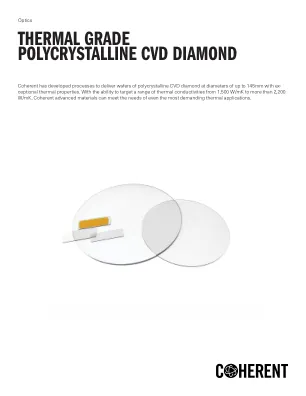
热级多晶 CVD 金刚石
通过将我们的热管理生长工艺与世界一流的光学制造设施相结合,Coherent Advanced Materials 可以提供激光加工、光学抛光的热材料,以满足弯曲、翘曲和表面粗糙度规格,从而确保与您的高功率设备实现最佳热接触。除了生长和制造之外,我们的员工还随时准备通过使用内部计量技术(例如灯闪光热扩散率测量和 SEM)以及热模型与客户合作,以设计特定应用的解决方案。


精密工程高级 NITEC 证书
高级加工和刀具管理 完成本模块后,学生应能够解读蓝图、使用 CAM 系统创建 CNC 零件程序、执行刀具设置、执行工艺规划、优化 CNC 加工工艺和涉及刀具管理的加工参数、使用 CNC 机器按规格生产精密零件以及排除加工故障。他们还应能够选择合适的切削刀具来加工不同的材料,并使用适当的测量工具对加工零件进行检查。

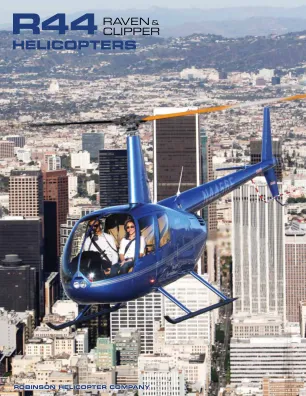
渡鸦 & 快船 - AirCoach.nl
为了确保最高的质量,罗宾逊公司在位于加利福尼亚州托伦斯的工厂制造、组装、检查和飞行测试其所有直升机。该工厂拥有最先进的设备,包括计算机数控 (CNC) 加工中心、电火花加工机 (EDM) 以及水射流和激光切割机。能够检查 3 微米或 120 百万分之一英寸内尺寸公差的坐标测量机 (CMM) 用于检查精密加工部件。这种精度水平对于可互换部件的设计和制造至关重要。
用于太空应用的热声制冷机
本文介绍了一种新型航天器低温冷却器,它利用惰性气体中的共振高振幅声波来泵送热量。热声循环的相位由热传导提供。这种“自然”相位使整个制冷机仅靠一个移动部件(扬声器振膜)即可运行。1992 年 1 月,发现号航天飞机 (STS-42) 搭载了一台太空级热声制冷机。它完全自主,没有滑动密封,不需要润滑,主要使用公差较低的机加工零件,并且不包含任何昂贵的组件。事实证明,热声制冷机是食品冷藏/冷冻机和商用/住宅空调的有力候选者。本文介绍了太空热声制冷机 (STAR) 的设计和性能。

增材制造 316L 不锈钢
[1] 免责声明:本数据表中发布的所有数据仅供参考,不足以设计或认证零件。不对这些结果提供任何保证或担保。[2] 界限基于每个方向和机器的每个总体的十个样本的一个标准偏差。测试样本是从试样 (75x75x13mm) 加工而成的直径为 6.35 毫米的圆棒。方向 XY 数据是 X 和 Y 水平构建方向的平均值。[3] 使用其他粉末切割 (316L-D) 和/或 AM 工艺 (DED 和 PBF-EB) 生产的 AM 构建的工艺参数和热处理可根据特定应用要求进行优化。


填充聚合物金属融合细丝制造工具的性能评估
摘要添加剂制造(AM)在模具和模具行业中的工具的应用带来了过程性能,设计灵活性和产品增强的破坏性潜力。现有的AM技术和新兴技术(例如金属融合的细丝制造(金属FFF))可以进一步支持AM工具在聚合物型材挤出中的适用性。本研究提供了金属FFF 17-4 pH不锈钢模具插入物的完整表征,并评估了它们在聚合物挤出过程链中的适用性。提出的有关产生的插入物的计量表征的实验评估枢轴以及插入特征对最终挤出产品的影响。考虑了通过减法方法(CNC加工和电气加工)生产的常规制造的基准插入物,就挤出的质量和过程重复介绍而产生的AM工具的可比结果。发现,尽管AM插入工具的平均表面参数明显较高(SA = 2–9 µm vs. SA = 0.3-0.9 µm,用于加工生产的模具),但在聚合物挤出产品的质量中,观察到较小的差异。基于不同DIE的内部表面粗糙度地形以及对挤出产物的影响的聚合物谱挤出的粗糙度产生效应。在丙烯腈丁二烯苯乙烯苯乙烯挤出表面上从常规机械加工模具中获得的三维平均粗糙SA在0.3 µm的范围内。对于从添加性制造的模具获得的挤出物,它们的SA在0.5 µm的愤怒中(尽管FFF模具的表面粗糙度比机加工模具更高)。结果证实,使用合适的挤出产品需求,可以将金属FFF作为选定的制造方法在聚合物型材挤出中进行工具是可行的。
