XiaoMi-AI文件搜索系统
World File Search SystemPCB
PCB 3063
资源和参考资料 本课程的在线资源位于网络课程上(您的 PCB3063-24Spring 0002 课程在 https://webcourses.ucf.edu/ 上)。本课程由一系列模块组成(“模块”链接和主题表位于网络课程的主页上)。每个模块均包含可下载的 PowerPoint 文件形式的课堂笔记。某些模块还包含作业和其他资源(例如可下载的 PDF 文件)的链接。您可以将文件的打印件带到课堂,也可以在课堂上使用笔记本电脑、平板电脑或手机访问它们。模块发布后,您可以随时访问其内容。注意:在 Covid-10 大流行封锁期间制作的录制讲座已被搁置,除非特殊情况需要使用,否则将不再可作为本课程的资源。

PCB 制造、设计和材料对 PCB 翘曲的影响
摘要 客户对小型电子设备的需求推动了组装过程中使用更薄的电子元件和更薄的印刷电路板 (PCB)。更薄的元件和更薄的多面板 PCB(≤ 1 毫米)的使用导致表面贴装 (SMT) 组装过程中出现 PCB 翘曲问题,进而影响 PCB 组装产量。翘曲过度的 PCB 会影响印刷过程中的焊膏印刷质量,并影响回流焊接过程中焊点的形成,从而导致 SMT 组装缺陷。回流温度下 PCB 翘曲缺乏行业标准,进一步加剧了 PCB 翘曲对 SMT 组装产量的风险。本文将使用高温翘曲测量技术,通过改变 PCB 后处理(烘烤与无烘烤)、面板位置(角落与中心)、PCB 厚度(0.8 毫米与 0.6 毫米)、材料(中 T g 与高 T g)和加工(即在条件 A 与 B 下的层压),评估 PCB 制造、设计和材料对球栅阵列 (BGA) 和面板区域 PCB 翘曲的影响。

讲座 - PCB 压电电子学(1)
• 当机械结构失去平衡并围绕平衡点产生振荡运动时,就会发生振动。振荡可能是周期性的,例如钟摆的运动,也可能是随机的,例如飞行过程中机翼上的负载。振动下的机械系统的特征由加速度、速度和位移分量组成。

PCB 返工和维修指南 - Intertronics
2.0 基本程序 2.1 处理电子组件 R, F, W, C 高 IC 2.2 清洁 R, F, W, C 高 IC 2.3.1 涂层去除,涂层识别 R, F, W, C 高 AC 2.3.2 涂层去除,溶剂法 R, F, W, C 高 AD 2.3.3 涂层去除,剥离法 R, F, W, C 高 AD 2.3.4 涂层去除,热法 R, F, W, C 高 AD 2.3.5 涂层去除,研磨/刮削法 R, F, W, C 高 AD 2.3.6 涂层去除,微喷砂法 R, F, W, C 高 AD 2.4.1 涂层更换,阻焊层 R, F, W, C 高 ID 2.4.2 涂层更换,保形涂层/密封剂 R, F, W, C 高 ID 2.5 烘烤和预热 R, F, W, C 高 ID 2.6.1 图例/标记,冲压方法 R, F, W, C 高 ID 2.6.2 图例/标记,手写方法 R, F, W, C 高 IC 2.6.3 图例/标记,模板方法 R, F, W, C 高 IC 2.7 环氧树脂混合和处理 R, F, W, C 高 IC

航空航天地面测试 | PCB Piezotronics
在新型飞机的开发初期,设计寿命或“预期寿命”目标(以飞行周期(起飞和降落)或飞行小时计算)就已经确定了。由于其极端的操作环境,军用战斗机的设计预期寿命可能只有数千个飞行小时。对于民用运输飞机,设计寿命目标通常为数万个飞行周期。在首次飞行之前,在对全尺寸飞机结构进行地面测试时,会积累大量此类周期。了解预期的飞行载荷谱可以实现机身的压力循环,以及机翼、尾翼和其他主要结构的液压载荷。大型数据采集系统可以监测施加的压力和载荷以及由此产生的结构挠度和应变。此过程通常会使用无损检测设备进行定期检查,以监测由此产生的裂纹扩展情况。

航空航天地面测试 - PCB Piezotronics
在新型飞机的开发初期,设计寿命或“预期寿命”目标(以飞行周期(起飞和降落)或飞行小时计算)就已经确定了。由于其极端的操作环境,军用战斗机的设计预期寿命可能只有数千个飞行小时。对于民用运输机,设计寿命目标通常为数万个飞行周期。在首次飞行之前,在对全尺寸飞机结构进行地面测试时,会积累大量此类周期。了解预期的飞行载荷谱可以实现机身的压力循环,以及机翼、尾翼和其他主要结构的液压载荷。大型数据采集系统可以监测施加的压力和载荷以及由此产生的结构挠度和应变。在此过程中,通常会使用无损检测设备进行定期检查,以监测由此产生的裂纹扩展。
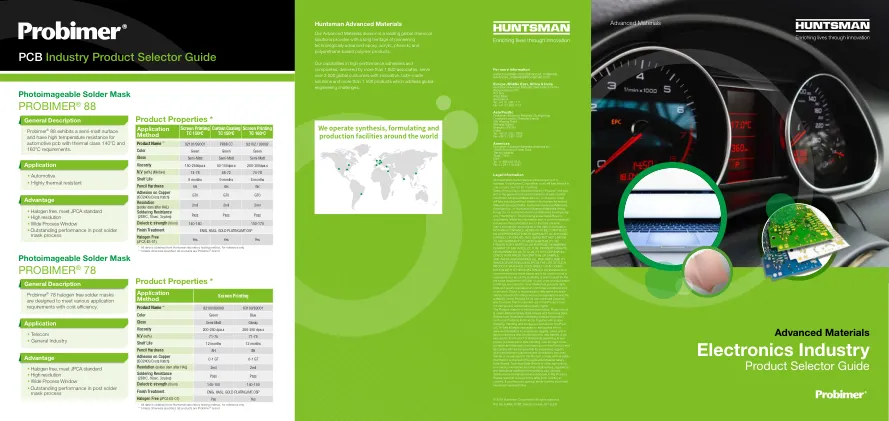
PCB 行业产品选择指南
提及的所有商标均为 Huntsman Corporation 或其关联公司在一个或多个(但不是所有)国家/地区的财产或已获授权。本文所述产品(以下简称“产品”)的销售须遵守 Huntsman Advanced Materials LLC 或其适当关联公司的一般销售条款和条件,包括但不限于 Huntsman Advanced Materials (Europe) BVBA、Huntsman Advanced Materials Americas Inc.、Huntsman Advanced Materials (Hong Kong) Ltd. 或 Huntsman Advanced Materials (Guangdong) Ltd.(以下简称“Huntsman”)。以下内容取代买方文件。尽管据 Huntsman 所知,本出版物中的信息和建议在出版之日是准确的,但本出版物中包含的任何内容均不得解释为任何明示或暗示的陈述或保证,包括但不限于任何适销性或针对特定用途的适用性的保证、不侵犯任何知识产权的保证、或有关质量或与先前描述或样品的一致性的保证,并且买方承担因使用此类产品而导致的所有风险和责任,无论是单独使用还是与其他物质结合使用。本文中的任何声明或建议均不得解释为关于任何产品是否适合买方或用户的特定应用的陈述,或作为侵犯任何专利或其他知识产权的诱因。数据和结果基于受控条件和/或实验室工作。买方负责确定此类信息和建议的适用性以及任何产品是否适合其特定用途,并确保其对产品的预期用途不侵犯任何知识产权。产品可能具有或变得具有危险性。买方应 (i) 从亨斯迈获取材料安全数据表和技术数据表,其中包含有关产品危害和毒性的详细信息,以及产品的正确装运、处理和储存程序;(ii) 采取一切必要步骤,充分告知、警告可能处理或接触产品的员工、代理、直接和间接客户和承包商与产品有关的所有危害以及安全处理、使用、储存、运输、处置和接触产品的正确程序,并确保可能处理或接触产品的员工、代理、直接和间接客户和承包商遵守适用的材料安全数据表、技术数据表或亨斯迈提供的其他说明中包含的所有安全信息以及与产品的处理、使用、储存、分销、处置和接触有关的所有适用法律、法规和标准。请注意,产品可能因国家/地区而异。如有任何疑问,请联系您当地的亨斯迈代表。