XiaoMi-AI文件搜索系统
World File Search SystemPEEK

缺失声明 (RoHS) - MCAM
日期:2023 年 5 月 23 日 (1) 版本 4.0 产品:三菱化学先进材料下述库存形状: Acetron ® MD POM-C 食品级 Acetron ® VMX POM-C 食品级 Ertacetal ® C POM-C 食品级 Ertacetal ® POM-C C/3WF 自然色 自然色、黑色(90)和蓝色 50 Ertalon ® 6 PLA PA6 食品级 自然色 Ertalon ® 6 SA PA6 食品级 自然色 Ertalon ® 66 SA PA66 食品级 自然色 Ertalyte ® PET-P 食品级 自然色、黑色和蓝色 50 Ertalyte ® TX PET-P 食品级 Ketron ® 1000 PEEK 食品级 自然色和黑色 Ketron ® TX PEEK 食品级 Ketron ® VMX PEEK 食品级 PE 500 食品级 自然色和彩色 Techtron ® HPV PPS 食品级(蓝色、绿色、红色、红棕色、黄色) TIVAR ® 1000 防静电 UHMW-PE 食品级 TIVAR ® 1000 ASTL UHMW-PE 食品级 TIVAR ® 1000 EC UHMW-PE 食品级 TIVAR ® 1000 UHMW-PE 食品级 自然色和彩色 TIVAR ® Cestidur UHMW-PE 食品级(蓝色、绿色、红色、黄色) TIVAR ® CleanStat UHMW-PE 食品级 黑色 TIVAR ® DS 食品级 黄色 TIVAR ® HOT UHMW-PE 食品级 TIVAR ® HPV UHMW-PE 食品级 TIVAR ® MD UHMW-PE 食品级 蓝色 TIVAR ® VMX UHMW-PE 食品级 据我们所知,我们在此确认,镉 (Cd)、铅 (Pb)、汞 (Hg)、六价铬 [Cr(VI)]、多溴联苯联苯 (PBB)、多溴二苯醚 (PBDE)、邻苯二甲酸二(2-乙基己基)酯 (DEHP)、邻苯二甲酸丁苄酯 (BBP)、邻苯二甲酸二丁酯 (DBP) 和邻苯二甲酸二异丁酯 (DIBP),受以下法规管制: - 欧洲议会和理事会 2011 年 6 月 8 日关于限制在电气和电子设备中使用某些有害物质 (RoHS) 的指令 2011/65/EU,经委员会授权指令 (EU) 2023/171 修订, - 欧洲议会和理事会 2000 年 9 月 18 日关于报废汽车 (ELV) 的指令 2000/53/EC 附件 II,经委员会指令 2023/544 修订, - 中国法规 – 第 32 号命令,《限制在电气和电子设备中使用某些有害物质的管理方法》 2016 年 1 月 21 日发布的《电气电子产品中的有害物质》规定,在原材料生产过程中或上述三菱化学先进材料库存形状制造过程中均未有意引入 2 。
缺席声明(放射性物质) - MCAM
日期:2024 年 1 月 23 日(1)版本 1.0 产品:三菱化学先进材料下述库存形状: Acetron ® MD POM-C 食品级 Acetron ® VMX POM-C 食品级 Ertacetal ® C POM-C 食品级 Ertacetal ® POM-C C/3WF 自然色 自然色、黑色(90)和蓝色 50 Ertalon ® 6 PLA PA6 食品级 自然色 Ertalon ® 6 SA PA6 食品级 自然色 Ertalon ® 66 SA PA66 食品级 自然色 Ertalyte ® PET-P 食品级 自然色、黑色和蓝色 50 Ertalyte ® TX PET-P 食品级 自然色 Ketron ® 1000 PEEK 食品级 自然色和黑色 Ketron ® TX PEEK 食品级 Ketron ® VMX PEEK 食品级 PE 500 食品级 自然色和彩色 Techtron ® HPV PPS 食品级(蓝色、绿色、红色、红棕色、黄色) TIVAR ® 1000 防静电 UHMW-PE 食品级 TIVAR ® 1000 ASTL UHMW-PE 食品级 TIVAR ® 1000 EC UHMW-PE 食品级 TIVAR ® 1000 UHMW-PE 食品级 自然色和彩色 TIVAR ® Cestidur UHMW-PE 食品级(蓝色、绿色、红色、黄色) TIVAR ® Cleanstat UHMW-PE 食品级 黑色 TIVAR ® DS 食品级 UHMW-PE 黄色 TIVAR ® HOT UHMW-PE 食品级 TIVAR ® HPV UHMW-PE 食品级 TIVAR ® MD UHMW-PE 食品级 蓝色 TIVAR ® VMX UHMW-PE 食品级 据我们所知,我们在此确认,在原材料生产过程中或上述坯料制造过程中均未有意引入放射性同位素。所用原材料并非核废料,也不来自核事故或辐射事故/事件附近。由于无法合理预期上述物质的存在,三菱化学先进材料公司并未通过测试系统地检查其库存形状中是否存在上述物质。该材料的放射性与正常背景辐射无明显差异。Acetron ® 、Ertacetal ® 、Ertalon ® 、Ertalyte ® 、Ketron ® 、Techtron ® 和 TIVAR ® 是三菱化学先进材料集团的注册商标。所有声明、技术信息、建议和意见仅供参考,并非旨在且不应被视为任何类型的销售保证或销售条款。但请读者注意,三菱化学先进材料公司不保证此信息的准确性或完整性,客户有责任测试和评估三菱化学先进材料公司产品在任何特定应用或成品设备中的适用性。 1 此声明在 12 个月后或监管或成分发生变化时失效。如有需要,请索取新声明。 2 “有意引入”是指“故意用于材料配方,以促进制造或提供特定特性、外观或质量”。
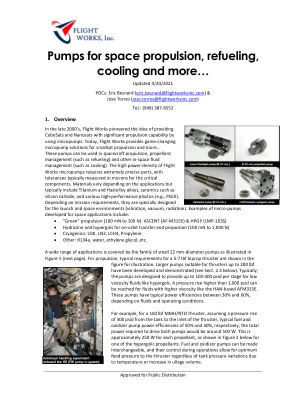
泵用于太空推进,加油,冷却等…
在2000年代后期,飞行工程率先提出了通过使用微型泵提供重要推进能力的立方体和纳米人的想法。今天,Flight Works提供了改变游戏规则的小型推进的微型泵解决方案,以及更多……这些泵可用于航天器推进,推进剂管理(例如加油)和其他空间内流体管理(例如冷却)。高功率密度的微型泵需要非常精确的零件,其公差通常以微米的关键组件测量。材料因应用而异,但通常包括钛和Hastelloy合金,碳化硅等陶瓷和各种高性能塑料(例如PEEK)。根据任务要求,它们是专门为发射和空间环境设计的(振动,真空,辐射)。为空间应用开发的微泵的示例包括:

3D印刷聚合物的静态和动力学摩擦和...
可以获得接近真实的数据。对其摩擦学特性的研究以及主要因素的正确选择将有助于在使用实验室和生产工厂进行模拟时提供准确的输入数据。增加接触元件和系统的使用寿命的方法之一是使用聚合物,金属聚合物材料和涂料。这样的材料结合了具有良好抗摩擦,抗腐蚀,抗衣和其他现代聚合物特性的金属固有的高机械强度[1-10]。三维印刷或3D打印作为现代技术的快速开发和改进为建造高科技材料和三维固体细节提供了机会。该技术本质上是不同的,与传统技术相比具有许多优势。最传统的建模,创建和制造方法,例如铸造,锻造,转弯,铣削等。对于大多数用户而言,付出了昂贵,劳动力且耗时[11-16]。在工作[17,18]中,作者对3D打印技术中使用的主要材料进行了研究和分析。根据制造商,分销商和市场研究,主要材料是PLA(聚乳酸),PETG(聚乙烯三甲酸酯)和ABS(丙烯腈丁二烯苯乙烯)。其他一些材料是ASA,TPE,TPU,TPC,PA,PC,PP,PEI,PVA,PVA,PVC,PEEK,PEEK,HIPS等。关于3D聚合物和复合材料的大多数研究都集中在其机械性能上,该特性约占所有研究的12%。这些研究中只有3%与它们的摩擦学特性有关[19]。在3D聚合物材料和复合材料领域的专业文献研究中对研究的研究表明,它们与寻找摩擦系数的依赖性以及对各种因素的磨损强度有关,例如正常负载,滑动速度,粗糙度,粗糙度,聚合物的微生物,表面层的显微镜,表面层,厚度和厚度为20-25层[25-25]。结果有时是矛盾的,它们的比较与困难,有时甚至是不可能的,这是由tribotesters的不同方法和运动方案引起的。摩擦和磨损的摩擦学过程
最大化降低通货膨胀法案机会和社区利益的路线图
本报告得益于彭博慈善基金会的支持。此外,作者还要感谢以下个人和组织参与本文的采访:全国城市联盟的 Peyton Siler Jones、Courtney Berendt 和 Mike Gleeson;政府财务官员协会的 Emily Brock;有益电气化联盟的 Keith Dennis;Invenergy 的 Matthew Ransweiler;东南可持续发展总监网络的 Michael Dexter;气候市长的 Meghan Pazik;城市可持续发展总监网络的 Cynthia McCoy 和 Julia Peek;太阳能产业协会的 Justin Baca;以及预算与政策优先中心的 Samantha Jacoby。作者还要感谢 Rida Fayyaz 的行政和协调支持、Shannon Collins 的模板设计、Mansie Hough 的协调和图形支持、Sara Staedicke 的图形设计、Caroline Taylor 的文字编辑以及 Romain Warnault 的制作。


rtm385-SLS热固性聚酰亚胺的激光烧结用氮化硼
1。简介选择性激光烧结(SLS)是一种添加剂制造(AM)技术,它通过使用激光在每个计算机辅助设计(CAD)文件的切片中使用激光在粉末状聚合物材料的床上选择性地融化3D模型(图。1a)。SLS的常用聚合物是多酰胺11和12粉,使用温度范围为150-185°C [1-2]。Recently semi-crystalline PEEK of varied LS-grade powders with a melting temperature (T m ) of 343-370°C, were heated up to 380°C to be manufactured into 3D objects by a more elaborate high temperature laser sintering (HT-LS) machine and process, affording PEEK components with a glass transition temperature (T g ) of 150°C [3-4].然而,与传统处理的材料相比,这些热塑性聚合物构建的3D物体的强度通常很弱,这是因为它们由AM加工产生的固有较高的孔隙率以及在Z方向上缺乏聚合物链间连接。因此,对于250-300°C的热固性聚合物开发激光烧结过程至关重要,对航空应用使用能力。最近,将热固性二甲酰亚胺树脂与热导电碳微气泡混合在一起,以提高其激光可吸收性以成功激光烧结[5]。为了克服树脂的低粘度,标准的RTM370树脂在300°C进一步加热2-3小时,以通过促进链扩展,同时仍保持融化融化性处理性,从而提高粘度,从而避免在树脂内部反应性PEPA端盖进行广泛的交联。Initially we have attempted to print a melt-processable RTM370 thermoset polyimide oligomer powder terminated with reactive phenylethynylphthalic (PEPA) endcaps by laser sintering into a 3D objects [6], but soon realized the viscosity of the material originally developed for resin transfer molding (RTM) was too low, and the laser seemed only melted the resin without固化反应性PEPA端盖,从而导致带有空隙的标本。进一步上演的RTM370能够以LS的完整性进行3D打印样品(图1b)。