XiaoMi-AI文件搜索系统
World File Search SystemPETG
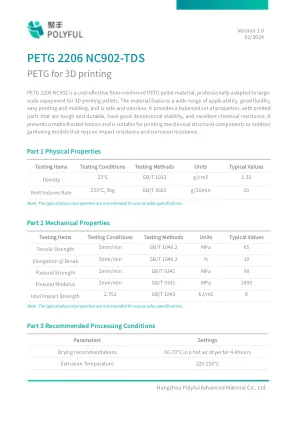

技术数据表PETG经济
机械性能 - 3D印刷方法值单位年轻人模抗拉伸,ISO 527-1A 1900 MPA拉伸强度拉伸,ISO 527-1A 50 MPA在休息拉伸时伸长时527-1A,ISO 527-1A 90%弯曲屈曲屈曲,ISO 1000 MPA 1000 MPA FELTURAL ISO FORTURAL ESO 179 70 70 70 70 M. 4.7 kJ/m 2 Mechanical Properties – Injection Molded* Method Value Unit Youngs Modulus Tensile, ISO 527-1A 2000 MPa Tensile Strength Tensile, ISO 527-1A 50 MPa Elongation at break Tensile, ISO 527-1A 35 % Flexural Modulus Flexural, ISO 178 1800 MPa Flexural Strength Flexural, ISO 178 65 MPa Izod Impact Strength Izod Notch,ISO 179 107 J/M密度ISO 1183 1.28 g/cm 3热性能*方法值单位玻璃透过温度。DSC,ISO 11357 70°C熔化温度。DSC,ISO 11357 N/A°C分解温度。TGA,ISO 11358 N/A°C热偏转温度。HDT-B,ISO 75 65°C熔体流量指数MFI(210˚C/2.16 kg),ISO 1133-A

回收的PETG嵌入石墨烯,多壁...
添加剂制造(通常称为3D打印)由使用数字计算机辅助设计(CAD)的各种制造工艺编译,并通过将连续的,分层的跨层应用于构建平台,并将其处理为3D物理对象。It possesses signi cant bene ts over its more traditional formative and subtractive manufacturing counterparts, such as: on-demand manufacturing, lower (o en zero) waste, rapid prototyping capabilities, high degree of customisability, global reach as les can be modi ed and sent anywhere in the world, and the ability to create complex geometries such as nested and moving structures or overhangs.1融合细丝制造(FFF)是一种添加剂制造,由于FFF打印机的相对较低的成本及其使用的简单性,因此广泛采用了。2它涉及挤出毫米尺度的热塑性聚合物通过加热喷嘴哀叹。打印头的运动将聚合物的薄横截面绘制到上一个,并在此冷却并固体以使nal 3d对象。广泛的商业哀叹
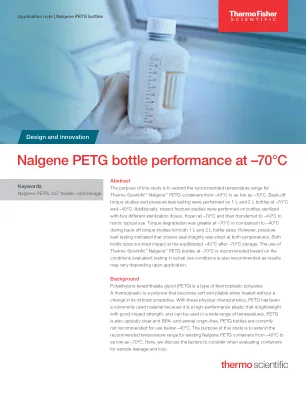
Nalgene PETG瓶的性能在–70°C
用于研究或进一步制造。不是用于诊断或直接施用人类或动物。©2021,2024 Thermo Fisher Scientific Inc.保留所有权利。除非另有说明,否则所有商标都是Thermo Fisher Scientific及其子公司的财产。Micro Tenn和Tenney是SPX热产品解决方案的商标。能源之星是美国环境保护局的商标。col36233 0924

PETG 材料 3D 打印及后处理优化
在过去的 30 年里,增材制造 (AM) 或 3D 打印已成为许多工业和实践相关材料的著名制造技术。1–9 与传统的减材制造 (SM) 不同,AM 迅速普及,因为它能够从许多不同的起始材料创建更复杂的几何形状。10 立体光刻 (SLA)、选择性激光烧结 (SLS)、数字光处理 (DLP) 和熔融沉积成型 (FDM) 是一些广泛使用的 AM 技术。在这些方法中,FDM 可能是材料工程师和业余爱好者最常用的方法。FDM 涉及将熔融的长丝通过加热的喷嘴挤出到构建板上以形成部件,然后逐层构建直到完成最终的打印产品。虽然 FDM 是一种易于理解和采用的技术,但其主要缺陷在于成品打印件具有明显的各向异性。尽管这种特性的不均匀性通常会导致部件之间和部件之间的巨大差异,11 但仍然有许多商品聚合物长丝,包括丙烯腈丁二烯苯乙烯 (ABS)、聚乳酸 (PLA)、聚酰胺(例如尼龙)、聚碳酸酯 (PC)、热塑性聚氨酯 (TPU) 和聚对苯二甲酸乙二醇酯 (PET) 及其共聚物,都可以通过 FDM 以良好的尺寸保真度进行打印。

3D打印碳纤维的机械表征 -
融合沉积建模(FDM)3D打印被广泛用于生产具有功能目的的热塑性组件。然而,纯热塑性材料的固有机械局限性在某些应用中使用时需要增强其机械特性。解决这一挑战的一种策略涉及在热塑性矩阵中纳入加固材料,例如碳纤维(CF)。这种方法导致创建适合工程应用的碳纤维增强聚合物复合材料(CFRP)。在3D打印融合中使用CFRP的添加剂制造的好处,包括定制,成本效益,减少浪费,迅速的原型制作和加速生产,并具有明显的碳纤维强度。这项研究涵盖了不同材料组成的拉伸和压缩测试:可回收的聚乳酸(RPLA),PLA富含10 wt。%碳纤维,原始聚乙二醇乙二醇乙二醇(PETG)和PETG增强,并具有10 wt.%碳碳纤维。拉伸测试符合矩形形状标本的ASTM D3039标准,而ASTM D695标准则控制压缩测试程序。此外,还对不同材料的拉伸和抗压强度的主要3D打印构建方向参数的影响进行了调查。结果表明,RPLA在拉伸和压缩测试中均表现出优异的机械性能,而不论频率或外边构建方向如何。在拉伸强度分析的背景下,值得注意的是,RPLA表现出卓越的性能,超过了CFPLA的30%渗透方向,并且在外向方向上表现出显着的39.2%的优势。此外,与其PETG对应物相比,用碳纤维增强的PLA具有优越的拉伸性和压缩特性。CFPLA和CF-PETG之间的比较分析表明,CF-PLA表现出较高的拉伸强度,平板分别增加了26.6%和27.6%。在抗压强度分析的背景下,RPLA分别超过了CFPLA,PETG和CF-PETG,分别以23.7%%下度和67%的速度超过了CFPLA,PETG和CF-PETG。有趣的是,发现与纯PETG相比,掺入10 wt。%碳纤维会减少拉伸和压缩特性。
Morson-项目-Insight-Issue-3-2021-1.pdf
基本面罩设计。Maker Space 团队重新设计了面罩以:→ 解决常见的舒适度问题,头带采用自粘闭孔泡沫材料,连接到激光切割的 PETG,与前额形成舒适的接触点。→ 确保面罩和 PETG 板连接处没有缝隙。这包括下部的“折叠和钩住”以塑造面罩,而无需另一个 3D 打印部件(如最初的 Prusa 设计中使用),并优化了生产效率。→ 确保使用指定材料,因为它们能够耐受消毒化学品。在 Salford Royal 进行了测试,以确保他们批准将整个装置浸泡过夜以进行消毒。

优化聚对苯二甲酸乙二醇甘氨酸抗抗弯曲强度和尺寸精度的融合沉积建模参数
摘要融合沉积建模(FDM)是一种增材制造(AM),由于其在设计,有效使用材料和负担得起的成本方面,它引起了研究人员和行业的浓厚兴趣。在本文中,主要目的是研究FDM过程参数对挠曲性能的影响以及由聚对苯二甲酸乙二醇乙二醇(PETG)材料制成的最终部分的准确性,由于其强度和易用性,该材料广泛用于3D打印。采用了基于盒子– Behnken设计的响应表面方法(RSM)方法,其中包含三个关键过程参数:填充线距离,壁线计数和构建板温度。对数据的分析表明,所有三个参数都影响了印刷部分的固有特征,包括印刷部分的机械和尺寸特征。构建板温度被确定为最重要的参数,占印刷样品弯曲强度变化的53%,在样品的尺寸准确性方面偏离39.7%,如方差分析(ANOVA)所示。模型的预测值与相应的实验结果之间的比较表明,开发模型的适用性很高。在这项研究中观察到的最大百分比误差为3.4%,维度准确性为7.5%,建立了优化技术的功效。这些结果对于理解过程参数对材料响应的影响很有意义,并提供了一种系统的方法来开发具有改进的机械特性和几何维度的结构增强的PETG部分。