XiaoMi-AI文件搜索系统
World File Search SystemPolyJet
Quadpack 借助 Stratasys J850 Prime 继续提升包装设计和生产能力
进一步投资 Stratasys PolyJet 技术的关键在于 J850 Prime 全新且改进的材料和颜色多功能性,一次打印即可完成,从而节省大量时间和成本。3D 打印高质量模型使 Quadpack 节省了 80-90% 的样品成本,因为之前的 3D 样品都是外包的。它还将向客户展示全彩装饰 3D 打印样品的交付周期从几个月缩短到一周,包括运输时间。PolyJet 材料(包括 VeroUltraClear™ 和新的不透明 VeroUltra™ 白色和黑色以及 DraftGrey™)被 Quadpack 充分利用于设计和原型制作过程的不同方面。

Object500 Connex3
ISO 9001:2008 认证 © 2015 Stratasys Ltd. 保留所有权利。Stratasys、Stratasys signet 和 PolyJet 是 Stratasys Ltd. 的商标或注册商标。FDM Technology、SR-100、SR-110、Finishing Touch、Control Center、Insight、PC-ISO、Fortus、Fortus 360mc、Fortus 400mc、Fortus 900mc、Nylon 12、Stratasys nautilus logo、PolyJet、DurusWhite 和“For a 3D World”是 Stratasys, Inc. 的商标。Stratasys 各个产品和服务组使用的所有商标均归 Stratasys, Inc. 所有。所有其他商标均归其各自所有者所有。在美国印刷。FAQ_PJ_Objet500Connex3_1215

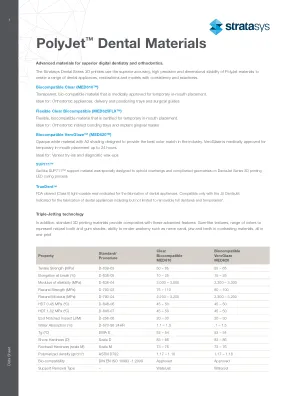
牙科 3D 打印材料数据表 PDF | Stratasys
© 2018 Stratasys。保留所有权利。Stratasys 是 Stratasys Inc. 的注册商标。PolyJet、MED610、MED620、MED670、MED690、MED625FLX、VeroGlaze、VeroDent 和 VeroDentPlus 是 Stratasys, Inc. 的商标。所有其他商标均为其各自所有者的财产,Stratasys 对这些非 Stratasys 产品的选择、性能或使用不承担任何责任。产品规格如有变更,恕不另行通知。美国印刷。MDS_PJD_DentalMaterials_1118a
牙科 3D 打印材料数据表 PDF | Stratasys
© 2023 Stratasys。保留所有权利。Stratasys 是 Stratasys Inc. 的注册商标。PolyJet、MED610、MED620、SUP711、MED625FLX、TrueDent、VeroGlaze、VeroDent 和 VeroDentPlus 是 Stratasys, Inc. 的商标。所有其他商标均为其各自所有者的财产,Stratasys 对这些非 Stratasys 产品的选择、性能或使用不承担任何责任。产品规格如有变更,恕不另行通知。美国印刷。MDS_PJD_DentalMaterials_0123a

增材制造的挑战 为什么公司不……
不同的 AM 生产工艺包括板材层压、挤压沉积、颗粒材料粘合和光聚合,用于多个行业的各种应用,包括汽车、航空航天、机械、医疗保健和消费品。当今使用的最重要的技术是熔融沉积成型 (FDM)、选择性激光烧结 (SLS) 和熔化 (SLM)、立体光刻 (SLA) 和 PolyJet 1 ,以金属、塑料、陶瓷和复合材料为主要材料(见图 1)。
融化异构体的融化用于嵌入微通道的高分辨率模板
然而,组织工程并不是唯一受益于逃亡材料的研究领域。自2000年代初以来,使用散散射墨水的3D打印而创建的微通道越来越引起人们的关注,作为微流体学领域中传统软性光刻技术的一种替代方法。这些系统涉及在将微通道网络从2D扩展到3D时的软光刻的持久限制。Therriault等人的开创性工作。[8]证明了将AM扩展到包括3D微通道网络在内的微流体的可能性。尽管3D打印原理为微流体提供了令人兴奋的新机会,但软光刻方法仍然比传统的3D打印技术(例如挤出印刷或立体光刻学)保持优势,在达到小型特征尺寸和高表面质量时。[9,10]虽然基于挤出的技术主要传递了毫米尺寸的尺度,但立体光刻可能会将边界推向100 µm以下。但是,实现此类决议的市售树脂和打印机非常有限。[9]作为常规3D打印技术的替代方法,诸如用于液体打印的液体填充空隙[11]和两光子直接激光写入聚合[12]允许制造特征大小以下50 µm。但是,这些

奥斯汀·C·海耶斯
• CU 博士论文工作 2018 年 8 月至今 直驱发电机比齿轮发电机具有更高的可靠性;但是,它们通常非常大(10MW 涡轮机重达 220 吨)。其中大部分质量是结构支撑材料。通过实施适合增材制造的拓扑优化和晶格结构,发电机重量可减轻多达 50%。此外,通过集成先进的冷却方法,可以显着提高功率密度,从而进一步减轻重量并降低机器成本。我制造了一个定制的 3 kW 发电机来测试各种冷却技术所能实现的最大电流密度,并使用这些数据来支持高功率密度 12 MW 直驱风力涡轮发电机的分析设计。我还研究了增材制造的空气质量和糊料挤出工艺的建模。 • HP Inc 金属 3D 打印实习生 2019 年 5 月 - 2019 年 8 月 在 HP Inc 的第二次实习中,我致力于开发用于现场打印机监控的方法和指标,以改善分层缺陷和各向同性。粉末粘合剂喷射本质上是一个分层过程,这会导致烧结缺陷。我创建了一个 MATLAB 脚本来自动分析烧结横截面以确定定量打印指标 • HP Inc 金属 3D 打印实习生 2018 年 5 月 - 2018 年 8 月 在 HP Inc 工作期间,我开发了一种高速成像装置,以更好地了解 3D 打印过程。我研究了粉末粘合剂喷射应用中的粉末-粘合剂相互作用。金属打印提出了聚合物粉末-粘合剂喷射中未曾见过的独特挑战;因此,我的工作是为了更好地理解这些独特的挑战。 • RIT 硕士论文工作 2016 年 8 月 - 2018 年 5 月 在我的硕士论文中,我使用金属增材制造的微结构来增强池沸腾传热。RIT 与 Vader Systems 合作,获得了第一台液体磁喷射 3D 打印机(现为 Xerox ElemX)。该打印机使用线材将熔融的铝液滴一滴地喷射到构建平台上,以产生高沉积速率和高分辨率。在我的项目中,我使用这项技术构建了新颖的微结构,以利用增材制造实现的气泡设计将池沸腾传热提高多达 7 倍•微流体高级设计项目(HP 赞助)2017 年 8 月 - 2018 年 5 月通过 RIT 进行的多学科项目,我们小组在惠普公司的支持下提出了自己的项目。我们开发了一种方法来创建一种低成本的微流体装置以评估层流的混合。目前,很难混合层流状态(例如生物医学应用所需的层流状态)。通过在 FAB 中的硅晶片上创建集成电阻加热器,并与低成本封装方法接口实现密封,可以创建一个流动混合装置。混合机制来自于实现类似于 HP 专利热喷墨技术的局部亚稳态沸腾。该项目是一个正在进行的研究项目,旨在确定其可行性和影响混合的参数。• NREL 科学本科实验室实习生 2017 年 5 月 - 2017 年 8 月在 NREL 工作期间,我使用有限元分析 (ANSYS) 来确定减轻大型直驱发电机重量的潜力。这可以减少 24% 的质量,同时还可以将径向偏转减少 60%。最佳的添加方法是粉末粘合剂喷射,并使用多喷射打印创建实验模型以证明设计的可打印性。我们的研究产生了两份会议论文集和两项 ASME 论文奖。• 在 IBM 与高级热能效率实验室合作 2016 年 5 月 - 2016 年 8 月在 IBM,我的工作是密封一个实验性的两相测试回路,该回路之前出现泄漏,已停运一年半。这涉及使用与 Matlab 脚本交互的 LabVIEW 数据采集来确定 Swagelok 系统是否长时间保持真空。此外,我与其他实习生和热工程师合作设计了一张流量卡,以模拟主机中的实际压降。然后,这张流量卡被 3D 打印出来并进行测试,以查看它是否对齐