XiaoMi-AI文件搜索系统
World File Search SystemPrinting

X630i 数字瓦楞印刷机 - Domino Printing
随附环保型 Domino AQ95 水性墨水套装。与溶剂型墨水相比,水性墨水具有显著的环保优势,溶剂型墨水中高达 95% 的溶剂会蒸发到大气中,而紫外线固化墨水则不适用于食品和药品应用。与其他数字技术相比,AQ95 的流体消耗量较低,无需额外的底漆或粘合剂,而且由于其出色的机械性能,也不需要过度上光。

通过定向无墨多材料打印柔性电子产品......
摘要 增材制造电子产品 (AME),也称为印刷电子产品,对于预期的物联网 (IoT) 越来越重要。这需要制造技术,允许将各种纯功能材料和设备集成到不同的柔性和刚性表面上。然而,目前的基于墨水的技术存在复杂且昂贵的墨水配方、与墨水相关的污染(添加剂/溶剂)以及有限的印刷材料来源等问题。因此,打印无污染和多材料结构和设备具有挑战性。这里展示了一种利用纳米和微米级定向激光沉积的多材料增材纳米制造 (M-ANM) 技术,允许打印横向和垂直混合结构和设备。这种 M-ANM 技术涉及对放置在打印机头内的目标转盘上的固体目标进行脉冲激光烧蚀,以原位生成无污染的纳米颗粒,然后通过载气将其引导至喷嘴并到达基板表面,在那里它们被第二束激光实时烧结和打印。目标转盘按照预定的顺序将特定目标与烧蚀激光束接触,从而在单个过程中打印多种材料,包括金属、半导体和绝缘体。利用这种 M-ANM 技术,可以打印和表征各种多材料设备,例如银/氧化锌 (Ag/ZnO) 光电探测器和混合银/氧化铝 (Ag/Al 2 O 3 ) 电路。我们的 M-ANM 技术的质量和多功能性为新兴物联网提供了潜在的制造选择。关键词:印刷电子、多材料打印、增材纳米制造、干打印、柔性混合电子。介绍随着物联网 (IoT) 的出现,大多数物体和系统都有望变得智能,人们对开发新材料和先进制造技术产生了浓厚的兴趣,以便将各种功能(包括传感器、电池、显示器和电子设备)直接集成到不同的表面上 [1-6]。传统的电子制造方法,如光刻、聚焦离子束 (FIB) 和电子束光刻 (EBL),需要复杂且昂贵的洁净室设施或高真空设备,并且还涉及多个减材步骤。因此,人们对可以在大气条件下工作并在各种表面上打印的经济高效的增材制造/打印技术产生了广泛的兴趣。
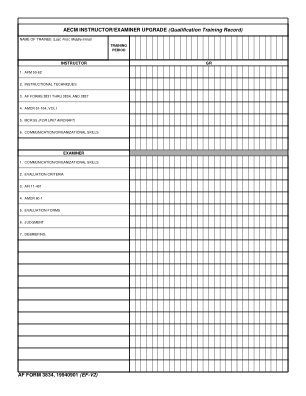
打印 D:\!!!!FO~1\AF\AF3834.FRL - cloudfront.net
Error 500 (Server Error)!!1500.That’s an error.There was an error. Please try again later.That’s all we know.

复合材料的声学辅助体积 3D 打印
复合材料增材制造技术的进步已经改变了航空航天、医疗设备、组织工程和电子产品。增强 3D 打印物体性能的一个关键方面是通过在结构中嵌入和定向增强材料来微调材料。现有的定向这些增强材料的方法受到图案类型、排列和粒子特性的限制。声学提供了一种通用的方法来控制粒子,而不受其大小、几何形状和电荷的影响,从而实现复杂的图案形成。然而,将声学集成到 3D 打印中一直具有挑战性,因为声场在聚合层和未聚合树脂之间散射,从而产生不必要的图案。为了应对这一挑战,开发了一种创新的声学辅助体积 3D 打印机 SonoPrint,它可以同时对整个结构进行增强图案化和打印。SonoPrint 通过在制造的结构中嵌入增强颗粒(例如微观玻璃、金属和聚苯乙烯)来生成机械可调的复合几何形状。该打印机采用驻波场在感光树脂中直接创建目标粒子图案(包括平行线、径向线、圆形、菱形、六边形和多边形),只需几分钟即可完成打印。SonoPrint 增强了结构特性,有望推进体积打印,解锁组织工程、生物混合机器人和复合材料制造中的应用。

按需透明玻璃微结构的集成 3D 打印
图 4。(A) 透射显微镜拍摄的黑白玻璃天鹅图像(比例尺:25 µ m)。(B) 透射显微镜拍摄的玻璃二元条、棋盘和圆环结构图像(比例尺:100 µ m)。(C) 和 (D) 黑色和黄色环形图案玻璃管和黑白玻璃管(比例尺:100 µ m)。(E) 带有集成黑色光圈的 3/4 双合和单合成像玻璃光学系统(比例尺:100 µ m)。(F) 集成增材制造玻璃物镜,包括管、支架、光阑和光圈(比例尺:100 µ m)。(G) (F) 中集成物镜的 SEM 图像。(H) 无光圈结构的全透明玻璃物镜的成像性能。(I) (F) 中所示的集成玻璃物镜的成像性能。(J) 图像中的红色和蓝色矩形标记用于对比度比较的区域。
批判性思维与情报分析,第二版...
应对日益加速的破坏性技术的工具。此类技术经常出现在对手手中。它们还为情报专业人员提供了以新颖方式对抗对手的能力。关键是提前知道哪些技术真正具有破坏性,哪些技术构成威胁,哪些技术可以用来减轻威胁。批判性思维(如本文所定义和发展的那样)提供了部分解决方案,因为它鼓励仔细考虑现有证据,仔细检查预设和假设,审查决策的其他影响,最后讨论替代解决方案和可能性。简而言之,它为情报专业人员提供了工作必不可少的工具。
K600i 喷墨打印机 - 多米诺印刷
对于需要最高质量输出的具有大量可变数据内容的应用程序,或者首选 PDF 工作流程的应用程序,我们有 Domino Editor™ RIP。这种模块化解决方案从简单的桌面到多个机架安装刀片,可以配置为处理您的数据要求。还支持全灰度图像处理,以获得最高质量的打印输出。包括 PDF 文件以及 IPDS 和 AFP 数据流的选项。

打印速度和喷嘴温度对拉伸的影响
3D 打印是一种增材制造技术,通过逐层软化热塑性长丝来快速创建 3D 模型。在使用 3D 打印技术制作物体时,有几个参数会影响打印物体的强度,包括打印速度和喷嘴温度。本研究旨在调查打印速度和喷嘴温度对使用 ABS 长丝打印产品的拉伸强度、几何形状和表面粗糙度的影响。打印速度分别为 30、40 和 50 mm/s,喷嘴温度分别为 235、245 和 255 o C。根据 ASTM D-638-02a 对打印样品进行拉伸试验。对尺寸为 30x30x40 mm 的打印样品进行表面粗糙度和几何形状测试。在垂直侧进行表面粗糙度和几何形状测试以检查层数和高度变化。结果表明,根据研究,最佳打印速度和喷嘴温度为 30 mm/s 和 255 o C,此时拉伸强度高达 33.52 MPa。

3D 食品打印技术在食品领域的应用综述
技术,以便正确应用该技术在食品加工行业中。在这篇评论中,详细讨论了3D食品打印的机理、该技术的发展、与该技术兼容的成分、该技术的优缺点以及3D打印食品的质量评估。此外,该研究还提供了有关可用的3D食品打印机、规格及其价格的详细信息。实现通过传统烹饪方法制备的3D打印食品的精确质地对这项技术来说是一个巨大的挑战。3D食品打印机可以制作复杂的食物模型,这项技术可以设计独特的食物图案。选择打印方法很重要,因为3D食品打印技术可以是基于挤压的打印、选择性烧结打印(SLS)方法、喷墨打印和粘合剂喷射,每种方法都有其优点和缺点。披萨、饼干、巧克力/糖果、植物基肉/鱼类似物和更多定制食品都可以使用3D食品打印机制造。总体而言,3D食品打印技术作为食品工业的烹饪方法具有巨大潜力。
