XiaoMi-AI文件搜索系统
World File Search Systemfiller

在聚苯乙烯中具有声音增强的颗粒分散体/ ... div>
摘要。聚合物纳米复合材料是晚期纳米材料,与纯聚合物相比,各种机械,热和屏障性能都具有显着改善。聚苯乙烯/氧化铝纳米复合材料是通过超声辅助溶液铸造方法制备的,在填充载荷范围为0.2至2%,并且在不同的超声频率下,即。58 kHz,192/58 kHz,430 kHz,470 kHz和1 MHz。对复合材料进行了机械性能测试(拉伸和撞击测试)和空化侵蚀测试,以研究功能性能的增强。填充物分散体。通过SEM分析和复合材料的功能性增强,研究了频率对基质中填充物分散体的影响。与纯种聚合物相比,以双(高/低)频率(192/58 kHz)制备的复合材料在低填充载荷下显示出更好的性质增强,并在没有超声波的情况下制备了复合材料,从而增强了超声辅助合成的发现,是纳抗体的合成的有益方法。关键字:超声;纳米复合材料;分散;机械性能;空化侵蚀

使用
带有混合填充剂的抽象聚合物纳米复合材料已用作电磁干扰(EMI)屏蔽应用的替代材料。磁性碳纳米纤维(MAG-CNF)和二氧化钛(TIO 2)的组合产生独特的混合填充剂,可以改善聚合物材料的物理和机械性能。这项研究的重点是评估添加amigated mag-CNF-Tio 2作为环氧树脂 - 二聚酰亚胺复合材料中的混合填充剂的影响。胺化。然后,使用氨加州杂种填充剂来增强环氧树脂和聚酰亚胺复合材料。复合材料的宏观外观显示出增加的同质性或均匀性。使用傅立叶变换红外(FTIR)光谱法分析了成功的胺化,从而揭示了胺功能组的存在,如胺吸收在3773 cm -1(N -H)和1336 cm -1时所示。然后,根据热性能,机械性能(拉伸强度和硬度)和电磁干扰辐射评估了环氧树脂 - 聚二酰亚胺复合材料与氨基化mag-CNF-TIO 2杂交填充物的共价强化。热重量分析(TGA)曲线显示复合材料的降解,因为聚酰亚胺和环氧树脂之间的化学键破裂。由于聚合物和填充剂之间更强的共价交联,带有胺修饰填充剂的复合材料比没有加固的复合材料具有更高的机械性能。此外,通过氨基化的mag-CNF-TIO 2增强的环氧树脂 - 聚二酰亚胺复合材料也表现出提高的电磁屏蔽能力。关键字:磁性碳纳米纤维,二氧化钛,环氧树脂,聚酰亚胺,EMI屏蔽
激光焊接对AISI 304不锈钢力学性能和微观组织的影响
摘要:本研究调查了使用 CO₂ 激光焊接工艺生产的 AISI 304 钢焊缝的机械和微观结构行为。重点是了解不同焊接条件对 2 毫米厚钢板的影响。焊接在三种条件下进行:无根部开口的自热焊、使用填充金属的 1 毫米根部开口焊接以及使用填充金属但没有根部开口的焊接。使用扫描电子显微镜 (SEM)、显微硬度测试、单轴疲劳测试和随后的断口检查分析了接头。微观结构分析表明,在所有条件下,自热焊缝中存在大量孔隙,并且主要形成 delta 铁素体和板条状铁素体相。在机械性能方面,自热焊缝在母材中表现出断裂,而使用填充金属的焊缝在焊缝金属附近表现出断裂。尽管平均抗疲劳性存在明显差异,但自热焊缝和使用填充金属但没有根部开口的焊缝表现出更高的失效循环次数。关键词:激光焊接,不锈钢,微观组织,力学性能,疲劳 1. 引言

TECHNOTES - 复合材料制造技术中心
目标 CH-53K STA 315 舱壁上的 T 型法兰复合材料部件由于高压釜固化而出现大量废品率。在固化周期内,袋侧低压区会反复出现缺陷(凸起),导致 T 型法兰半径出现折痕。这些缺陷导致舱壁袋侧半径上的 T 型法兰废品率为 20%。为了消除这些反复出现的缺陷并最终将废品率降至最低,ManTech 开发了此项目,以评估三角填料成型工具方法在带有 T 型法兰的 CH-53K 部件制造过程中的应用,确保形成足够的三角区域和袋侧半径。评估了使用成型三角填料(形状与填料区域(包括榫接)相匹配)的情况。这样做是为了确保在铺层过程中重复应用准确数量且形状正确的材料。
1.-标准图纸全书-...
注意:应将指定类型的板缝填料固定在路基上的准确位置和线上,如图所示或使用其他经批准的设备。在浇注混凝土之前,应将接缝组件牢固固定到位。在第二次精加工机通过后,将混凝土移除至板顶以下 1 英寸处,并将 ƒ" X‡" 木条钉在板填料顶部以形成接缝密封空间。更换混凝土并用纵向抹平器完成精加工。

评估充满微晶纤维素的完全可生物降解的PLA/PHB混合物
在这项工作中,使用PLA/PHB混合物作为基质和两种类型的微晶纤维素作为三种不同含量的填充剂开发了可生物降解的生物复合材料。对生物复合材料的热和形态特征和分子动态行为进行了评估。可以看到,纤维素添加并未促进基质中TM,TC和TCC的重大变化。另一方面,XRD和TGA表明,最高含量(7 wt%)的纤维素填充剂的添加导致PLA/PHB基质的结晶度和热稳定性的降低,这表明填充骨料的形成。TD-NMR证实了这种指示,其结果表明,在包含较高纤维素含量的样品中的异质性分子更大。因此,该技术被证明是对复合材料表征的相关和互补的工具,有助于确定聚合物矩阵中最合适的填充含量。

Stretch Flex 液体防水 - 产品概述
Stretch Flex Liquid Waterproofing 是一种溶剂型弹性涂层,固化后可形成耐用的防水膜,能够弥补高达 1/16 英寸的裂缝。Stretch Flex Liquid 专为地下混凝土、预制混凝土、CMU 和其他可能存在静水压力的垂直基础表面的防水而设计。与 Polyguard 的 Polyflow® 10 和 Blue Barrier Joint Filler 2200 兼容密封剂一起使用时,Stretch Flex Liquid Waterproofing 可提供完整的基础墙防水系统。
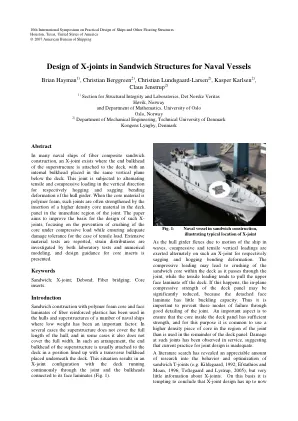
海军舰艇夹层结构中 X 型接头的设计
采用真空辅助树脂注射制造。最终的表面厚度约为 3 毫米。芯材为 50 毫米厚的交联 PVC 泡沫,属于相对较重的 Divinycell H200 型,密度约为 200 千克/立方米。所有接头均采用 Norpol FI 177-10 填料。对于 X1 型样品,圆角半径为 25 毫米,覆盖层采用与表面层压板中的铺层相对应的 E 玻璃纤维垫制成。覆层垫的长度为 150 毫米,每层相互错开 16 毫米,如图所示。2.除了填料和覆层之外,X2 型样品还具有嵌入填料中的专门设计的 Divinycell H250 泡沫插入物,从而将圆角半径增加到 60 毫米并减轻了重量。用于覆层的纤维垫(与 X1 型相同)长度不同,

钎焊高强度合金的先进制造方法...
Iris Labadie Kyocera America, Inc. 8611 Balboa Avenue San Diego, CA 92123 电子邮件:iris.labadie@kyocera.com 摘要 钎焊是实现封装金属化和金属部件(如散热器、密封环和连接器)之间可靠粘合的关键工艺。封装的信号完整性、机械可靠性和热管理性能不仅依赖于材料的改进,还依赖于利用这些改进的制造方法。用于医疗、恶劣环境或航空航天应用的高可靠性封装需要彻底了解选择哪种制造工艺,以及夹具和材料准备,以满足高功率 GaN 和 SiC 器件运行时对更高频率下低电损耗和更高热导率的日益增长的需求。在本文中,我们将讨论利用制造设计工具和方法实现最佳钎焊。 钎焊机理和功能 钎焊是通过将一层薄薄的毛细管填充金属流入金属之间的空间来连接金属。接合是由少量母材金属溶解在熔融填充金属中而产生的紧密接触,母材金属不会熔化。术语“钎焊”用于温度超过某个值的情况,例如 450°C。术语“焊接”通常用于低于 450°C 的温度 [1]。钎焊有一个基本要求,必须满足该要求才能形成可靠的钎焊接头。为了使冶金接头可接受,填充金属必须与母材表面发生部分反应。因此,填充金属充当两个部分之间的连接。Cusil 是一种铜和银的共晶合金,是封装行业最常用的填料。这是合理的,因为它会轻微溶解镍而不会形成有害的金属间化合物。使用钎焊将金属连接到陶瓷封装和复杂模块有四个主要功能原因
通过溶液铸造技术的碱性和乙酰化处理的亚麻和大麻填充剂的多乳酸膜的开发
摘要:本研究旨在增强农业副产品的增值,以通过溶液铸造技术生产复合材料。众所周知,PLA对水分敏感并在高温下变形,这限制了其在某些应用中的使用。与植物基纤维混合时,弱点是较差的填充 - 马trix界面。因此,通过乙酰化和碱处理在大麻和亚麻纤维上进行表面修饰。将纤维铣削以获得两种颗粒尺寸<75 µm和149–210 µm,并在不同的载荷(0、2.5%,5%,10%,20%和30%)下与聚(乳酸)酸混合,形成复合膜以形成薄膜这些膜的谱图,物理和机械性质。所有薄膜标本都显示出C – O/O – H组,未处理的亚麻填充剂中的π–π相互作用在膜中显示出木质素酚环。注意到,最大降解温度发生在362.5°C。未经处理,碱处理的最高WVP和乙酰化处理的复合材料为20×10 - 7 g·m/m 2 Pa·S(PLA/HEMP30分别为7 g·m/m 2 Pa·S(PLA/HEMP30)。与纯PLA相比,增加填充含量会增加复合膜的色差。碱处理的PLA/亚麻复合材料在2.5或5%的填充物载荷下,其拉伸强度,伸长率和Young的模量显示出显着改善。增加填充物的增加导致吸收的水分显着增加,而水接触角则随着填料浓度的增加而降低。亚麻和大麻诱导的基于PLA的复合膜,载荷为5 wt。载荷显示出更稳定的所有检查特性,并有望提供具有令人满意的性能的独特工业应用。