XiaoMi-AI文件搜索系统
World File Search Systemgtaw

GTAW过程中的焊接配置分类的机器学习方法
在本研究中,已经尝试使用机器学习(ML)方法将实验数据(ML)进行分类,以对几种焊接进行分类。在气钨电弧焊接过程(GTAW)过程中,已经开发了ML模型并将其馈送到几个传感器捕获的实验数据中。一方面,焊接参数(电压,电流,电线速度,焊接速度等)用于监视焊接过程中传递的控制能。另一方面,使用与图像处理算法结合的摄像机被用来捕获原位焊接池轮廓。还构建了一个数据库来存储,标签和订购所获得的信息。然后将此数据库用于ML模型的各种培训,验证和预测步骤。然后使用KNN分类算法对焊接配置进行分类,然后分析其效率(准确性,处理时间等)。表明,与ML结合使用的图像处理可以通过提取的特征来训练以预测焊接配置的分类。当前研究的最终观点是实现实时识别和修改焊接操作条件。

不锈钢与低碳钢板的钨极气体保护焊综述
由于焊接电流会影响电极烧尽速度、熔合深度和焊件几何形状,因此它是电弧焊工艺中最重要的变量。焊道形状、焊接速度和焊接效率都受电流影响。由于直流电极负极 (DCEN)(正极性)产生更好的效果,因此电极正极 (DCEP) 上的焊接穿透深度和行进速度更大,并且它用于大多数 GTAW 焊接(反极性)。反极性允许电极尖端快速升温并在气体钨中降解。因为阳极比阴极升温更快。气体钨电弧焊中的较高电流会导致飞溅和工件损坏。同样,在气体钨电弧焊中,较低的电流设置会导致填充焊丝粘住。为了沉积等量的填充物,必须长时间施加高温。因此,对于较低的焊接电流,通常会看到更大的热影响区域。在固定电流模式下调整电压以保持电弧电流稳定 [3,4]。与其他焊接工艺相比,我们通常通过钨极惰性气体焊接实现无缺陷接头。让您更好地控制焊接,从而实现更快、更高质量的焊接。另一方面,GTAW 比大多数其他焊接方法复杂得多,难以跟踪,而且速度要慢得多。填充金属通常被使用,但是一些焊接(称为自熔焊或组合焊)不需要它。这种方法提供了竞争方法,例如焊接技术包括屏蔽金属电弧焊和气体金属电弧焊。

Dipartimento di Meccanica div>
最后,就与金属加工技术相关的主题而言,必须在考虑的各种材料和过程中提到有关焊接科学的研究:奥斯丁尼和双胶质不锈钢,金属基质复合材料,铝合金由激光,gtaw,Gas Tungsten Arc焊接焊接和电阻焊接加入。也是通过选择性激光熔化对金属合金添加剂制造的最新主题,面临着有关新合金开发的问题,尤其是针对基于Fe的基于Fe的材料以及对零件的微观结构,质地和特性作为处理条件的函数的控制。
2012 年技术培训指南 | 林肯电气
林肯电气焊接学校 焊接学校概述 .......................。。。。。。。。。。。。。。。。。。。。。。。。.....................6 焊接学校课程表 ...。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。.............7-8 标准课程 焊接入门 ...........。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。.9 基础板和钣金。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。10 管道焊接。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。11-12 等离子、火焰、合金和堆焊。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。13 钨极气体保护焊。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。14 熔化极气体保护焊 - 半自动。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。15 药芯焊丝电弧焊 - 半自动。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。16 综合计划。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。17 高级课程赛车运动 - 基础材料计划。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。18 赛车运动 - 先进材料计划。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。19 基本埋弧焊。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。20 高级埋弧焊。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。.21 高级 API 管道焊接。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。.22 GTAW (TIG) 管。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。.23 CWI 预备课程、研讨会和考试。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。.......24 资格和认证培训 ...............。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。25

ETME - 机械工程技术
ETME 311 连接工艺:3 个学分(1 个讲座,2 个实验室)先决条件:EMEC 103、CHMY 121IN 和 CHMY 122IN 或 CHMY 141 和 CHMY 142。(F,Sp)介绍现代连接技术科学,详细检查与连接工艺相关的冶金学和材料特性。介绍焊接规范和符号以及现代焊接规范的使用。强调焊接设计、设置、准备、应用和测试。实验室包括 OAW、SMAW、GMAW、GTAW、常见分离工艺的具体动手体验;破坏性和非破坏性测试。本课程还将让学生了解工业中使用的其他紧固连接技术。将探讨电阻焊、复合材料、铆接和机械紧固及其应用
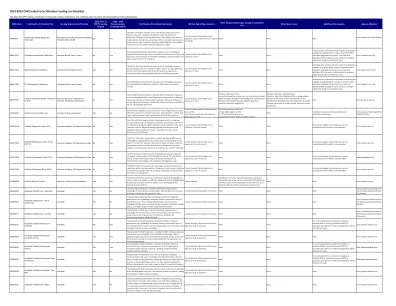
2022-2023 CAPE 行业认证资助清单详情
AWS 认证焊工 – 气体保护钨极电弧焊 (GTAW) 管道 – 不锈钢到碳钢被视为异种金属(不锈钢填充金属到碳钢母材)的 A 级管道焊工认证。这是一项动手操作的行业焊接测试,它衡量焊工在 2 英寸 Schedule 80 碳钢管上以 6G 位置焊接完好焊缝金属的技能。该测试将使用 309L 填充金属从根部焊道、填充焊道到盖面焊道进行焊接,并使用背衬气体氩气吹扫。(ASME)美国机械工程师学会 - 第 1X 节锅炉和压力容器规范和程序,管理 2 英寸管道焊接测试的资格和认证。应使用(NDT)无损检测(VT)目视检测和/或 x 射线以及引导弯曲测试来检查该测试,以确定焊接测试是否符合管理规范和程序的标准。

有限的用于混合制造的WAAM固定装置...
1。简介添加剂制造(AM)现在是一种众所周知的,广泛采用的技术,用于使用逐层沉积进行预成型制造。应用领域包括航空航天,汽车,工具和模具,医疗和牙科等[1]。对于金属AM,关键过程包括材料挤出,粉末床融合,材料喷射(即带有金属颗粒和紫外线的光聚合物),粘合剂喷射(即液态状态粘合剂和粉末金属)以及有向能量沉积(DED),可以将其分类为固态/动力学/动力学/动力学/动力学和热量。基于热能的DED工艺使用激光束,电子束,等离子体或弧选择性地融化金属粉末或线原料。例如,与其他金属AM相比,钢丝弧添加剂制造(WAAM)应用气体金属电弧焊接(GMAW),气钨电弧焊接(GTAW)或等离子体弧焊接(PAW)以更高的速率和较低的成本沉积材料。

焊接学校指南
2.2.2 气候控制................................................................................ 30 2.2.3 教室和焊接区域的地板覆盖物............................................... 30 2.2.4 电力................................................................................. 30 2.2.5 学习类型........................................................................ 31 2.2.6 职业道路................................................................................ 31 2.2.6.1 传统焊接课程................................................................. 32 2.2.6.2 焊接教育与培训.................................................................... 32 2.2.6.3 成人学习和继续教育.................................................... 32 2.2.6.4 内容传递方法的类型.................................................... 33 2.2.6.5 技术的使用........................................................................ 33 2.2.6.7 高级学习区域........................................................................ 35 2.6.7.1 VRTEX ® 360 实验室................................................................ 35 2.6.7.1.1 气候2.6.7.1.2 避免高频 (GTAW).............................................................. 36 2.6.7.1.3 可访问性.............................................................................. 36 2.6.7.2 REALWELD ®........................................................................ 36 2.6.7.2.1 REALWELD ® 焊接间位置....................................................... 36 2.6.7.3 开发 ATF 并利用无损和破坏性测试............................................................................. 37 2.6.7.4 体验式学习............................................................................. 37 2.6.7.5 教授基于项目的学习.................................................................... 37 第 3 节 检查表............................................................................................. 39 3.1 教室设计............................................................................................. 40 3.2 焊接实验室............................................................................................. 41 3.3 焊接间............................................................................................. 42 3.4 焊接用品和3.5 管道焊接房...................................................................... 43 3.6 材料准备...................................................................... 44 3.7 热切割.............................................................................. 44

温度的比较评价...
穿过接头线。虽然 FSW 的热输入低于熔焊,但它仍然是一个伴有不均匀加热和冷却的过程,因此残余应力和变形的存在是不可避免的[9-14]。在 GTAW 工艺中,高热量的产生可能会熔化热电偶。热输入率是熔焊中最重要的变量之一,可以强烈影响焊接过程中的相变。因为它决定了加热速度、冷却速度和焊接池大小。受热输入率直接影响的冶金特征是热影响区 (HAZ) 和焊缝金属中的晶粒尺寸。因此,了解工件中的热历史和温度分布是一个重要问题,不仅可以验证是否会采用某种工艺,还因为它会影响残余应力、晶粒尺寸,从而影响焊缝的强度。因此,为了更好地了解焊接接头中的残余应力和变形形成,应该了解热量的产生、随后的热量分布和向周围环境的热量损失。据观察,在预测 AA 5059 合金焊接接头温度分布方面开展的研究工作很少。因此,本研究工作重点关注搅拌摩擦焊接和气体钨极电弧焊接 AA 5059 铝合金接头的温度分布,以评估接头性能和焊接区特性。
熔融盐热能储罐的故障分析用于服务CSP工厂
API American Petroleum Institute ASME American Society of Mechanical Engineers BPVC Boiler and pressure vessel code CFD Computational fluid dynamics CPU Central processing unit CSP Concentrating solar power DNI Direct normal irradiance DOE U.S. Department of Energy FEA Finite element analysis FFS Fitness-For-Service FZ Fusion zone GMAW Gas metal arc welding GTAW Gas tungsten arc welding HAZ受热影响区HTF传热液IEA国际能源机构MSPT熔化盐电力塔MW MEGAWATT MW E e MWATT电动电动机MW T型NOX氮氧化物NDA非披露协议NIMS NIMS NIMS NIMS NIMS NIMS NIMS NIMS INSTICE for for National for SRC应力松弛破裂SS不锈钢TES热能存储ys产生强度下标CM累积的AVG平均inv。库存中的库存出口最大最小最小最小