XiaoMi-AI文件搜索系统
World File Search Systemmethanol
生物质转化为甲醇与氢气和碳
在全球可持续发展目标的推动下,海运业正在经历重大转型,在瑞典领导下的欧盟强烈提倡使用低碳替代品取代传统化石燃料。这一转变正推动全球各大港口调整其基础设施以适应电力运营,并适应甲醇等替代燃料。荷兰、西班牙、丹麦、德国和瑞典承诺将甲醇作为未来运营的核心燃料。利用城市固体废物、生物质和绿色氢气生产甲醇设施的投资正在增加,进一步表明了这一承诺。瑞典奥斯卡港正在研究现场生产甲醇的潜力,以顺应全球趋势,本研究的目的是为奥斯卡港当局提供咨询,帮助他们通过专注于两种甲醇生产路线生产甲醇:生物质制甲醇 (BtM) 和电甲醇 (e-MeOH)。

可再生甲醇通往绿色氢的途径
甲醇与水混合是一种致密的氢载体,很容易转化为合成物(氢和碳氧化物的混合物)。也很容易完成将纯化的氢与合成能分离的过程。甲醇是全球可用的全球生产的前十种化学商品,可以填补高碳强度燃料(如柴油)和100%可再生能源的目标目标之间的空白。可再生甲醇可商购,并且正在建造许多新植物。关于可再生甲醇的好评,包括当前的商业操作和成本预测。(27; 28)运输量表的可再生甲醇将需要时间,但是随着对可再生甲醇的需求增加,全球甲醇制造商正在投资增加产量。

风能转化为甲醇的最佳方案:技术经济...
已经开发出一种优化工具来确定电转甲醇子系统(电解器、氢气和电池存储以及甲醇生产厂)的最佳配置和规模,以最大限度地降低电转甲醇生产成本。研究结果表明,并网配置比离网配置更具经济效益。对于 300,000 吨/年的甲醇生产能力,并网配置实现了 1,094 欧元/吨的甲醇平准成本 (LCOM),比离网配置低 20%。离网配置的最佳生产规模为 70,000 吨/年,LCOM 为 1,220 欧元/吨。对于并网配置,较大的工厂受益于规模经济,年产能为 100 万吨的工厂可获得 1,072 欧元/吨的 LCOM。

阿格斯甲醇分析 - 秋季更新
注:本文提供的分析和讨论不包括中国自有的 CTO/CTP(煤制烯烃/煤制丙烯)行业。该行业拥有自己的自有甲醇,专门用于生产烯烃,因此不被视为商用甲醇。作为参考,第一张图(右侧)显示了 CTO/CTP 行业对甲醇总需求的贡献。本演示文稿的其余部分不包括 CTO/CTP 行业和分析和/或讨论的数量。此外,虽然这项研究承认甲醇作为燃料替代品的潜在市场很大,但 Argus 认为,这种新需求的大部分将基于“绿色”甲醇,而不是现有的“化石”甲醇。本研究包括少量用于燃料的甲醇,但这更多的是作为未来的证明。
碳捕获并转化为甲烷和甲醇
本报告是由美国政府某个机构资助的工作报告。美国政府及其任何机构、巴特尔纪念研究所或其任何雇员均不对所披露的任何信息、设备、产品或流程的准确性、完整性或实用性做任何明示或暗示的保证,或承担任何法律责任或义务,或保证其使用不会侵犯私有权利。本文中对任何特定商业产品、流程或服务的商品名、商标、制造商或其他方面的引用并不一定构成或暗示美国政府或其任何机构或巴特尔纪念研究所对其的认可、推荐或支持。本文中表达的作者的观点和意见不一定代表或反映美国政府或其任何机构的观点和意见。

可再生甲醇作为重型发动机燃料
摘要:为了实现气候目标,全球必须摆脱化石燃料。对于电气化不切实际的行业,找到可持续的能源载体至关重要。可再生甲醇因其多种可持续的生产方法而被广泛认为是一种有前途的燃料,可用于为航运、货运、农业和工业机械等重型应用提供动力。虽然目前的技术努力主要集中在航运领域的双燃料发动机上,但未来的进展取决于使用可再生甲醇的单一燃料解决方案,以实现重型领域的净零目标。本综述研究了使甲醇成为重型应用唯一燃料的技术的研究现状。文献中出现了三个主要类别:火花点火、压缩点火和预燃室系统。分析了每个概念的运行原理和效率、稳定性和排放特征。火花点火概念是一种成熟度高、经济高效的解决方案。然而,它们面临着爆震问题的限制,限制了较大孔径的功率输出。压缩点火概念本质上不会受到末端气体自燃的影响,但由于甲醇十六烷值低,因此会遇到与可燃性相关的挑战。尽管如此,仍存在各种实现甲醇自燃的方法。要在所有负载点实现稳定燃烧,需要结合多种技术。预燃室技术尽管成熟度较低,但有望通过充当分布式点火源来延长爆震极限并提高效率。此外,混合控制预燃室概念显示出消除爆震以及相关尺寸和功率限制的潜力。本评论最后比较了每种技术并确定了未来研究的差距。
甲醇加油印度的吸气
印度在全球范围内排名第三,到2040年的主要能源需求将增加两倍。为了满足其能源需求,该国正在扩大其能源投资组合,尤其是该国可再生资源的份额。可再生能源预计将在未来5年内构成预计新鲜容量扩张的70%。对替代来源有很大的兴趣,以减少印度对进口燃料的依赖,并考虑到具有出色排放记分卡的燃料,以降低该国的碳足迹。印度增加了其势头,以减少碳足迹并使能源组合多样化以在能源系统中引入氢。许多关键的发展,例如印度国家氢能源任务的推出表明,氢将在打击气候变化方面发挥重要作用。但是,为了实现现实的目标,重要的是要专注于采用渐进式路线图,该路线图涉及实用解决方案,这可以导致该国氢气的最终实现。今天有一些可用的解决方案可以在没有与储存,运输和利用氢相关的技术和成本挑战的情况下部署氢。
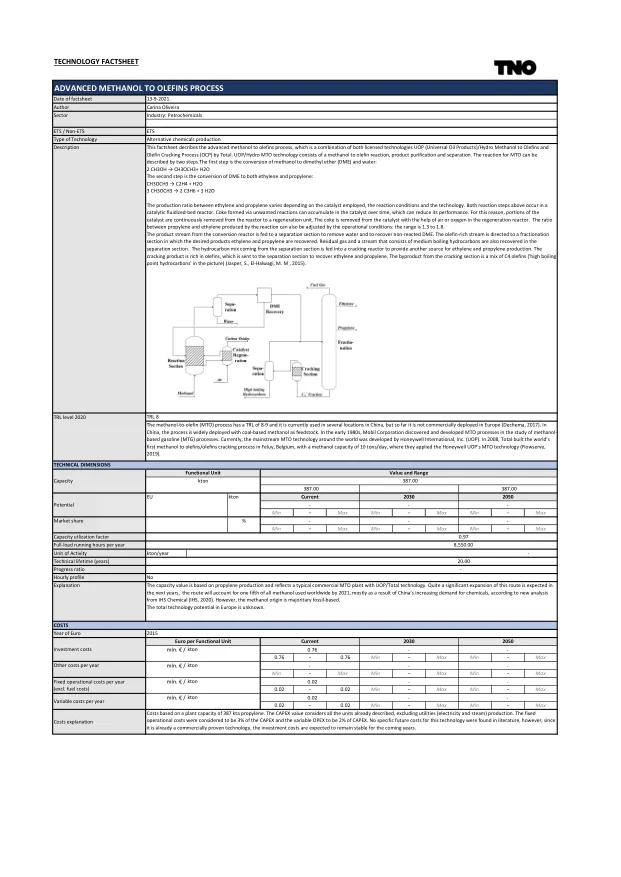
技术事实表格 - 烯醇到烯醇流程
乙烯和丙烯之间的生产比取决于所使用的催化剂,反应条件和技术。上面的两个反应步骤都出现在催化流动型反应器中。通过不必要的反应形成的可乐会随着时间的推移积聚在催化剂中,这可以降低其性能。因此,将催化剂的一部分从反应器连续移至再生单元。借助于再生反应器中的空气或氧气从催化剂中取出焦炭。反应产生的丙烯与乙烯之间的比率也可以通过操作条件来调整:范围为1.3至1.8。将转换反应器的产品流喂入分离部分,以去除水并恢复未反应的DME。富含烯烃的流被定向到分馏部分,其中所需的产物乙烯和丙烯被回收。残留气体和由介质沸腾的烃组成的流也在分离部分中回收。来自分离截面的碳氢化合物混合物被送入裂纹反应器,为乙烯和丙烯产生提供了另一种来源。开裂产物富含烯烃,该烯烃被发送到分离部分以回收乙烯和丙烯。裂纹部分的副产品是C4烯烃(图片中的“高沸点烃”)的混合物(Jasper,S。,El-Halwagi,M。M. M,2015年)。
