XiaoMi-AI文件搜索系统
World File Search System应力消除
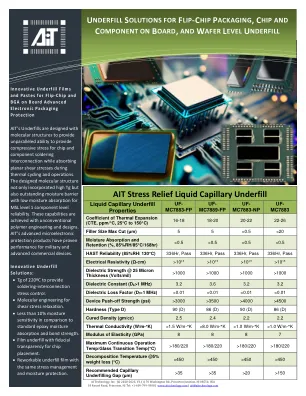
AI Technology 应力消除液体毛细管底部填充
用于倒装芯片和板载BGA的创新型底部填充膜和浆料 先进电子封装保护 AI Technology的底部填充材料采用分子结构设计,具有无与伦比的能力,可为芯片和元件焊接互连提供压缩应力,同时在热循环和操作过程中吸收平面剪切应力。设计的分子结构不仅具有高Tg,而且还具有出色的防潮性能和低吸湿性,可实现MSL 1级元件级可靠性。这些功能是通过非常规聚合物工程和设计实现的。AI Technology先进的微电子保护产品已在军用和先进商用设备上证明了其性能。创新的底部填充解决方案:

商业航空航天 EWIS 技术
轻质复合材料或铝材 集成的 45° 和 90° 应力消除选项 翻盖设计,易于安装 紧密公差榫槽,实现卓越的 EMC 行业标准应力消除和电缆屏蔽端接 极低的粘结电阻 极化外壳 自锁硬件 传统连接器的嵌入式替代品 插槽尺寸适合完全填充的插件
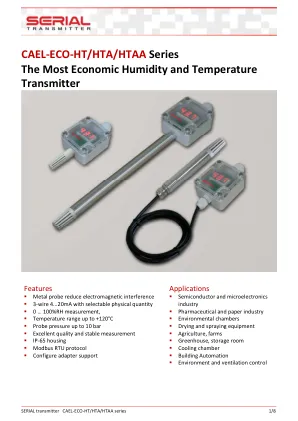
CAEL-ECO-HT/HTA/HTAA 系列
机械特性 外壳材质 PC,聚碳酸酯 过滤器材质 110 ABS 过滤器材质 120/130/140/140N PC,聚碳酸酯 法兰材质 铝 远程探头电缆 2m,屏蔽 PVC,80 °C 外壳防护等级 IP65 电缆压盖 PG9,带应力消除装置 电缆套管 4.5 ... 8.2 mm 接线端子 AWG 12…24 连接 电缆压盖带接线端子

通过层层创新增加价值。
热处理 热处理技术可用于改变纯金属和合金的性质。典型应用包括硬化和应力消除退火。热处理涉及以精确定义的间隔加热材料,然后冷却。根据技术的不同,可以使用多种不同的介质(如水、油、盐、保护气体或空气)进行冷却。可以对铝合金、钛和铜等多种材料进行热处理以提高其强度。我们配备了大型计算机控制炉,可运行全自动热处理循环 - 这些过程也可以实时记录。

文章 使用电子束技术进行 Ti-6Al-4V 线材增材制造
摘要:电子束自由曲面制造是一种送丝直接能量沉积增材制造工艺,其中真空条件可确保对大气进行出色的屏蔽并能够加工高反应性材料。在本文中,该技术应用于 α + β 钛合金 Ti-6Al-4V,以确定适合坚固构建的工艺参数。基于所选工艺参数,单个焊珠的尺寸和稀释度之间的相关性导致重叠距离在焊珠宽度的 70-75% 范围内,从而产生具有均匀高度和线性堆积速率的多焊珠层。此外,使用交替对称焊接序列堆叠具有不同数量轨道的层允许制造墙壁和块等简单结构。显微镜研究表明,主要结构由外延生长的柱状前 β 晶粒组成,具有一些随机分散的宏观和微观孔隙。所开发的微观结构由马氏体和细小的 α 层状结构混合而成,硬度适中且均匀,为 334 HV,极限抗拉强度为 953 MPa,断裂伸长率较低,为 4.5%。随后的应力消除热处理可使硬度分布均匀,断裂伸长率延长至 9.5%,但由于热处理过程中产生了细小的 α 层状结构,极限强度降至 881 MPa。通过能量色散 X 射线衍射测量的残余应力表明,沉积后纵向拉伸应力为 200-450 MPa,而进行应力消除处理后应力几乎为零。

感知 MEMS 传感器和执行器的市场增长
DOWSIL™ ME-1190 粘合剂 透明 可喷射分配;高模量 3,500 370 D 59 7.4 130°C/1 小时 喷射 DOWSIL™ ME-1180 粘合剂 透明 可喷射分配;良好的应力消除效果 5,600 23.4 A 81 5.5 130°C/1 小时 分配;喷射 DOWSIL™ ME-1070 粘合剂 黑色 高触变性;高粘合强度 37,000 12.2 A 74 11.0 150°C/0.5 小时 印刷;分配 DOWSIL™ 7920-LV 芯片粘接粘合剂 可喷射分配;高粘合强度 22,000 7.2 A 68 9.0 150°C/1 小时 分配;喷射

金属零件增材制造的有限元建模
1 简介 AM 工艺从选择部件和确定部件要求开始。完成此操作后,设计过程从创建 CAD 文件(称为 STL(标准镶嵌语言))开始,该文件广泛用于快速原型和计算机辅助制造,然后是 AM 设备的 CAM 刀具路径。在流程的另一端,根据部件的属性要求确定合适的构建材料(粉末或线材形式)。接下来,选择适当的 AM 工艺参数,并将数据上传到机器。然后,逐层构建部件,一次创建一层(Dutta 和 Froes,2015 年;Froes 和 Dutta,2014 年)。完成该过程后,根据部件规格对部件进行清洁、应力消除或热处理。最后,拆除平台和支撑结构,然后根据要求对部件进行精加工
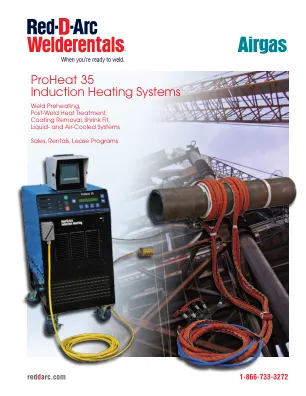
ProHeat 35 感应加热系统 - Red-D-Arc
与加热部件表面的电阻加热不同,感应加热是在部件内部加热。加热深度取决于使用的频率。高频 (50 kHz) 加热更靠近表面,而低频 (60 Hz) 则深入部件内部。这样可以更有效地加热较厚的部件。感应线圈不会加热(因为工件会加热),因为导体对于所承载的电流来说很大。ProHeat 35 系统由电源、感应毯和相关电缆组成;具有内置温度控制,可进行手动或基于温度的编程。风冷系统仅用于预热;适用于高达 400 华氏度 (204 摄氏度) 的应用。液冷系统用于高温预热、应力消除和氢气烘烤,最高温度可达 1,450 华氏度(788 摄氏度),并且可与可选的数字记录器一起用于关键应用。
