XiaoMi-AI文件搜索系统
World File Search System引线
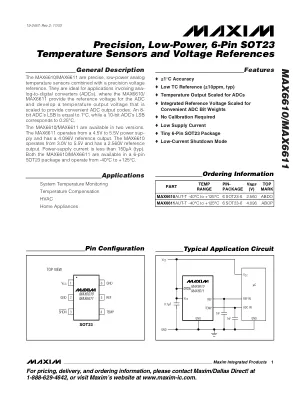
MAX6610/MAX6611 | 精密、低功耗、6 引脚 SOT23 ...
感测电路板和环境温度 温度传感器 IC(如 MAX6610/MAX6611)可感测其自身芯片温度,必须安装在要测量温度的物体上或附近。由于封装的金属引线和 IC 芯片之间有良好的热路径,因此 MAX6610/MAX6611 可以准确测量其焊接的电路板的温度。如果传感器用于测量电路板上发热元件的温度,则应将其安装在尽可能靠近该元件的位置,并应尽可能与该元件共享电源和接地走线(如果它们没有噪声)。这样可以最大限度地增加从元件到传感器的热量传递。塑料封装和芯片之间的热路径不如通过引线的路径好,因此 MAX6610/MAX6611 与所有塑料封装的温度传感器一样,对周围空气温度的敏感度低于对引线温度的敏感度。如果电路板设计为跟踪环境温度,它们可以成功用于感测环境温度。与任何 IC 一样,接线和电路必须保持绝缘和干燥,以避免泄漏和腐蚀,特别是如果部件在可能发生冷凝的低温下工作。

钯涂层铜线的针脚键合工艺 - UWSpace
成本降低是近期从占主导地位的金线键合向铜线键合转变的主要驱动力。封装成本的其他降低来自基板和引线框架的新发展,例如,QFP 和 QFN 的预镀框架 (PPF) 和 uPPF 降低了电镀和材料成本。但是,由于表面粗糙和镀层厚度薄,某些新型引线框架上的二次键合(针脚键合)可能更具挑战性。最近引入了钯涂层铜 (PCC) 线来改进裸铜线的引线键合工艺,主要是为了提高可靠性和增强针脚键合工艺。需要进行更多的基础研究来了解键合参数和键合工具对改善针脚键合性的影响。本研究调查了直径为 0.7 mil 的 PCC 线在镀金/镍/钯的四方扁平无引线 (QFN) PPF 基板上的针脚键合工艺。使用两种具有相同几何形状但不同表面光洁度的毛细管来研究毛细管表面光洁度对针脚式键合工艺的影响。这两种毛细管类型分别为常用于金线键合的抛光表面光洁度类型和表面光洁度更粗糙的颗粒光洁度毛细管。比较了无引线粘贴 (NSOL) 和短尾之间的工艺窗口。研究了键合力和表层剪切波幅度等工艺参数的影响。工艺窗口测试结果表明,颗粒毛细管具有较大的工艺窗口,出现短尾的可能性较低。结果表明,较高的剪切波幅度可增加成功填充针脚式键合的机会。为了进一步比较毛细管表面光洁度,测试了 3 组具有不同键合力和剪切波幅度的参数设置。对于所有三组测试的毛细管,粒状毛细管的粘合强度质量更好。与抛光型相比,粒状毛细管的针脚拉力强度更高。开发了该过程的有限元模型 (FEM),以更好地理解实验观察结果。从模型中提取了导线和基底界面处导线的表面膨胀量(塑性变形),并将其归因于粘合程度。该模型用于证实不同表面光洁度下粘合的实验观察结果。
![arXiv:2106.00754v1 [quant-ph] 2021 年 6 月 1 日](/simg/f\f919e91cb28ba0df3200589a24bff1a31e185935.webp)
arXiv:2106.00754v1 [quant-ph] 2021 年 6 月 1 日
实现可扩展量子计算机面临的最大挑战之一是设计一个物理设备,使每个量子处理操作的错误率保持在较低水平。这些错误可能源于量子操纵的准确性,例如固态量子比特中栅极电压的扫描或光学方案中激光脉冲的持续时间。错误还源于退相干,退相干通常被认为更为关键,因为它是量子系统固有的,从根本上说是与外部环境耦合的结果。将小的量子比特集合分组为具有对称性的簇可能有助于保护部分计算免受退相干的影响。在这项工作中,我们使用 4 级核心和离散旋转对称性的直接概括(称为 ω -旋转不变性)来编码耦合量子比特对和通用 2 量子比特逻辑门。我们将量子误差作为退相干的主要来源,并表明对称性使逻辑操作特别能抵御不合时宜的各向异性量子比特旋转。我们提出了一种可扩展的通用量子计算方案,其中核心充当量子计算晶体管(简称量子电阻)的角色。通过将量子电阻与引线进行隧道耦合,可以实现初始化和读出。外部引线被明确考虑在内,并被认为是另一个主要的退相干源。我们表明,通过调整量子电阻的内部参数,可以动态地将量子电阻与引线解耦,从而赋予它们作为可控量子存储单元所需的多功能性。通过这种动态解耦,量子电阻内的逻辑运算也可以对称地免受参数中无偏噪声的影响。我们确定了可以实现 ω -旋转不变性的技术。我们的许多结果可以推广到更高级别的 ω -旋转不变系统,或适用于具有其他对称性的集群。

高热容量板手工焊接组装工艺
双列直插式封装安装在垫片上,以使引线肩部脱离镀通孔的边缘。这样做的好处是,当焊料通过孔时,可以减少肩部的散热效应;它还可以避免肩部和镀通孔边缘之间出现所谓的汗焊点,而汗焊点会影响焊料提取/元件移除过程。然后将干净的烙铁头放在镀通孔的 ss 上,也接触元件引线,并添加少量焊料以形成焊桥。允许停留时间约为 2 秒,然后将焊锡丝送入点式热电偶和烙铁头之间的接头中。如果焊料渗透不成功,则移除焊料,并重复试验,使用连续更长的停留时间,最长可达约 6 秒,然后再送入焊锡丝。结果发现,将焊锡停留时间增加到 6 秒以上并不能改善结果,而且由于可能导致层压板损坏和金属间化合物厚度过大,因此这样做也不可取。如果仍发现焊接不成功,则尝试以下每一种补充加热方法:
高热容量板手工焊接组装工艺
双列直插式封装安装在垫片上,以使引线肩部脱离镀通孔的边缘。这样做的好处是,当焊料通过孔渗透时,可以减少肩部的散热效应;它还可以避免肩部和镀通孔边缘之间出现所谓的汗焊点,而汗焊点会影响焊料提取/元件移除过程。然后将干净的烙铁头放在镀通孔的 ss 上,也接触元件引线,并添加少量焊料以形成焊桥。允许停留时间约为 2 秒,然后将焊锡丝送入点式热电偶和烙铁头之间的接头中。如果焊料渗透不成功,则移除焊料,并重复试验,使用连续更长的停留时间,最长可达约 6 秒,然后再送入焊锡丝。结果发现,将焊锡停留时间增加到 6 秒以上并不能改善结果,而且由于可能导致层压板损坏和金属间化合物厚度过大,因此这样做也不可取。如果焊接仍然不成功,则尝试以下每一种补充加热方法:

Protran©PR3914海底压力发射机
旨在永久浸入的产品可以承受最多6,000米深水的外部压力。具有次要遏制的版本可在深水运行中提供高水平的产品完整性。。单位可以向3,000米的水淹没提供高压测试证书。电连接是通过强PTFE Raychem Flexlite引线。
128 x 1 线性传感器阵列 - Ropla Elektronik
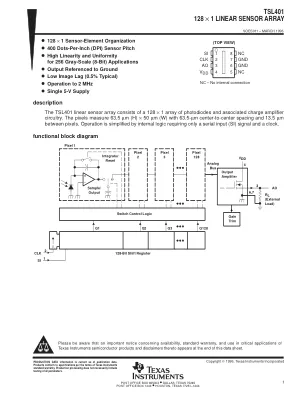
电源电压,V DD 7 V . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 数字输入电流范围,II –20 mA 至 20 mA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 工作自然通风温度范围,TA 0 ° C 至 70 ° C . . . . . . . . . . . . . . . . . . . . 存储温度范围,T stg –25 ° C 至 85 ° C . . . . . . . . . . . . . . . . . . . . .................................................................... 距外壳 1.6 毫米(1/16 英寸)处的引线温度,持续 10 秒 260 ° C ..........................................................................................................................................................................................

EEG-青少年 tox新闻1月5日 备忘录样式 课程选择书 验尸重新分布的问题
每个电极都使用彩色线或引线连接到计算机。电极拾取由您的大脑活动引起的电荷,计算机以波浪线的形式记录。您的技术可能会要求您执行特定的任务以产生不同的脑电波。可能会要求您快速呼吸,在特定的时间睁开和闭上眼睛,或者观看明亮的闪烁的光线。
128 x 1 线性传感器阵列 - Ropla Elektronik
电源电压,V DD 7 V 。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。数字输入电流范围,I I –20 mA 至 20 mA。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。自然通风工作温度范围,T A 0°C 至 70°C。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。存储温度范围,T stg –25 °C 至 85 °C。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。距外壳 1.6 毫米(1/16 英寸)处的引线温度持续 10 秒 260 ° C 。..。 。 。 。 。 。 。 。 . . . . . . div> . . . . . 。 。 。 。 。 。 。 。 。 。。。。。。。。。...... div>.....。。。。。。。。。。