XiaoMi-AI文件搜索系统
World File Search System扫描速度

工艺参数对增材制造晶粒形貌影响的计算建模
扫描速度 10.58 mm/s 10 格点/MCS 光斑尺寸 4 mm 52 × 70 × 80 (宽 × 长 × 深)格点 层高 1.25 mm 85 格点 网格间距 2 mm 50 格点 扫描方向 双向 双向
原始发表论文的引文(记录版本):Pauzon, C., Mishurova, T., Evsevleev, S. et al (2021)。残余应力和孔隙度
研究了工艺气体、激光扫描速度和样品厚度对激光粉末床熔合制备的 Ti-6Al-4V 中残余应力和孔隙率形成的影响。使用纯氩气和氦气以及它们的混合物(30% 氦气)来建立残余氧含量低至 100 ppm O 2 的工艺气氛。结果表明,通过 X 射线衍射测得的薄样品(220 MPa)的亚表面残余应力明显低于长方体样品(645 MPa)。这种差异归因于较短的激光矢量长度,导致热量积聚,从而实现原位应力释放。即使增加了扫描速度,在工艺气体中添加氦气也不会在简单的几何形状中引入额外的亚表面残余应力。最后,在氦气下构建的悬臂(从底板移除后)的偏转比在氩气和氩气-氦气混合物下制备的悬臂的偏转更大。该结果表明,由于氦气的高热导率、热容量和热扩散率,在氦气下制造涉及大面积扫描的复杂设计可能受到更高的残余应力。

激光直接金属沉积成形薄壁件温度控制策略研究
参数 值与单位 输出功率 (P) 390 W 送粉速率 ( VF ) 174 mg/s 扫描速度 ( VS ) 5.0 mm/s 激光光束直径 ( d ) 1.0 mm Z 轴增量 ( Z ) 0.29 mm 层数 ( N ) 20 激光吸收率 0.4
工艺参数对直接能量沉积制备Inconel718高温合金力学性能的影响
试验数据可知,在激光功率1400W、层厚1.0mm、扫描速度600mm/min、扫描间距1.3mm、成形角90°条件下,DED制备的Inconel718试件性能最好,其极限抗拉强度(UTS)和宏观硬度分别为1016.10MPa和36.2HRC。DED制备的Inconel718试件的UTS与传统锻造制备的Inconel718接近,且硬度更高。
利用熔池图像数据开发定向能量沉积工艺中基于一维卷积神经网络的高度轮廓预测模型
摘要 定向能量沉积 (DED) 工艺是一种代表性的金属增材制造技术,它使用柔性沉积头,主要用于航天和海洋工业的维修。DED 工艺节省时间和金钱,因为它只修复受损的零件和部件。因此,几何控制对于经济准确地填充目标受损区域的体积非常重要。然而,效率取决于激光功率、扫描速度等工艺参数。本研究提出了一种一维卷积神经网络 (1D-CNN) 模型,利用熔池图像数据预测 DED 部件的高度轮廓。首先,对总共 9 种情况进行了 DED 实验,考虑了激光功率和扫描速度作为参数。对收集到的熔池图像数据进行预处理,只提取与感兴趣区域相关的数据。最初,从熔池图像中提取了大小、形状、位置和亮度等共 15 个特征。然后,通过置换特征重要性评估方法选择 10 个关键特征,将其输入到 1D-CNN 算法中,以预测沉积层的高度轮廓。在测试阶段,平均绝对百分比误差(MAPE)为9.55%,验证了所提模型的适用性。

金属中基于激光的添加剂制造的快速通量模拟研究加工参数对机械性能的影响
激光粉床融合添加剂制造(LPBF-AM)的金属迅速成为下一代金属零件和许多重要应用中最重要的材料处理途径之一。但是,表征基于激光的LPBF-AM的大型参数空间使得了解控制微结构和机械性能结果的变量是什么。基于直接LPBF-AM处理的敏感性研究是昂贵且冗长的,并且会受到每种打印机的规范和可变性。在这里,我们开发了一种快速通量数值方法,该方法使用动态固化和晶粒生长的细胞自动机模型模拟LPBF-AM过程。这伴随着多晶可塑性模型,该模型捕获了由于复杂的晶粒几何形状而捕获晶界的强化,并提供了所得微观结构的应力应变曲线。我们的方法将处理阶段与机械测试阶段联系起来,从而捕获了处理变量的效果,例如激光功率,激光斑点尺寸,扫描速度和孵化宽度,并在屈服强度和处理材料的切线模量上效果。当应用于纯Cu和不锈钢316L钢时,我们发现激光功率和扫描速度分别对每种材料的晶粒尺寸具有最强的影响。
Leishen Intellignent System Co.,Ltd.Leishen Intellignent System Co.,Ltd.
CX系列是CX126S3混合固态LIDAR的修改,具有两种类型的通道:单线和六线。它旨在满足工业场景的要求,为2D/3D映射,检测和避免障碍物提供精确的距离和反射率信息。最大扫描频率为150Hz,检测范围为150米(@10%),适用于大规模操作。CX系列LIDAR具有快速扫描速度,高分辨率和高可靠性,作为其关键优势。
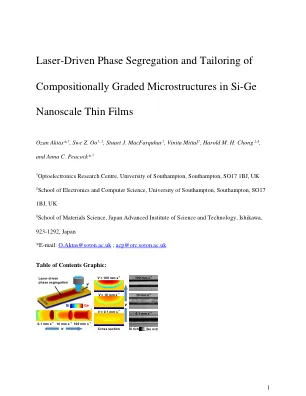
激光驱动的相位分离和...
图1。激光驱动的相位分离在SI底物上的无定形硅阵线(A-SI 0.4 GE 0.6)纳米级薄膜。a)sige薄膜中相位分离后激光写作和组成重新分布的示意图。b)两个激光加工的7 µm宽的多晶sige(多形晶体)的光图像以扫描速度1和10 mm s -1(标记为10 mm s -1),显示了富含GE的带状核心和富含Sii的较不固定区域。自然色对比度的差异揭示了依赖扫描速度的GE重新分布。c)3 µm宽的激光写的微纹条的光学图像,根据表面上的GE组成,从蓝色到黄色的天然色调。d)激光书面微带的SEM显微照片,在激光处理后显示样品表面的地形特征。e)后冰片的电子检测器(BSED)显微照片显示了富含GE(明亮)和富含Si的(深色)区域之间的材料对比度。f)以0.1 mm s -1的扫描速度编写的激光写的微条的放大SEM和g)bsed显微照片。h -l)与上述相同,但为10 mm s -1(h,i)和50 mm s -1(k,l)。

MS3580 QuantumT
QuantumT 拥有业界领先的每秒 1,650 次扫描速度,可提供积极的首次扫描,从而减少扫描产品所需的时间,提高客户满意度和员工效率。只需按一下按钮即可启用单行扫描功能,通过霍尼韦尔专利的 CodeGate ® 技术提供有针对性的扫描,从而节省时间并减少对菜单式代码的不必要的扫描。手持操作可确保轻松扫描较大、较笨重的产品,而这些产品无法轻易呈现在固定式扫描仪上。

相互作用的能量依赖于硅NS激光扫描中的脉冲宽度
摘要:在过去的几十年中,对半导体硅的激光消融进行了广泛的研究。在超短脉冲结构域中,无论是在FS尺度还是PS尺度上,硅的消融中的脉冲能量阈值都非常依赖于脉冲宽度。然而,在NS脉冲量表中,对脉冲宽度的能量阈值依赖性尚不清楚。这项研究阐明了NS NIR激光消融硅的相互作用能量依赖性。通过脉冲能量沉积速率确定消融或熔化的水平,该脉冲能量沉积速率与激光峰值成正比。较短的脉冲宽度高峰值功率可能会引起表面消融,而较长的脉冲宽度可能会诱导表面熔化。随着脉冲宽度从26增加到500 ns,消融阈值从5.63增加到24.84 j/cm 2。随着脉冲宽度从26增加到200 ns,熔化阈值从3.33增加到5.76 j/cm 2,然后一直保持恒定直至500 ns,最长的宽度。与较短的脉冲宽度不同,较长的脉冲宽度不需要较高的功率水平来诱导表面熔化,因为可以在较低的加热时间较长的脉冲宽度时诱导表面熔化。表面熔化的线宽度小于聚焦点尺寸;该线在缓慢的扫描速度下以连续线的形式出现,或者以高扫描速度以隔离点的形式出现。相比之下,从消融中的线宽度显着超过了聚焦的点大小。