XiaoMi-AI文件搜索系统
World File Search System拉伸强度

三菱化学先进材料 Sanalite® HDPE
物理属性 公制 英制 注释 比重 0.960 g/cc 0.960 g/cc ASTM D792 吸水率 <= 0.010 % <= 0.010 % 浸泡,24 小时; ASTM D570(2) 饱和吸水率 <= 0.010 % <= 0.010 % 浸泡; ASTM D570(2) 机械性能 公制 英制 注释 硬度,肖氏 D 70 70 ASTM D2240 拉伸强度 31.7 MPa 4600 psi ASTM D638 65°C (150°F) 时的拉伸强度 2.76 MPa 400 psi ASTM D638 断裂伸长率 400 % 400 % ASTM D638 拉伸模量 1.38 GPa 200 ksi ASTM D638 弯曲强度 31.7 MPa 4600 psi ASTM D790 弯曲模量 1.20 GPa 174 ksi ASTM D790 压缩强度 31.7 MPa 4600 psi 10% 变形; ASTM D695 压缩模量 0.689 GPa 100 ksi ASTM D695 缺口悬臂梁冲击强度 0.694 J/cm 1.30 ft-lb/in ASTM D256 A 型 动态摩擦系数 0.20 0.20 干燥时与钢;QTM55007 电气性能 公制 英制 注释 每平方表面电阻率 >= 1.00e+15 ohm >= 1.00e+15 ohm ASTM D257 热性能 公制 英制 注释 CTE,线性 110 µ m/m- °C @温度 -40.0 - 149 °C
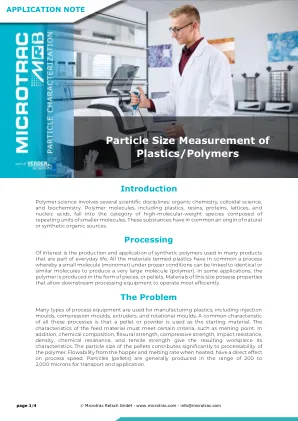
塑料/聚合物的粒度测量
许多类型的工艺设备用于制造塑料,包括注射模具,压缩模具,挤出机和旋转模具。所有这些过程的共同特征是将颗粒或粉末用作起始材料。饲料材料的特征必须符合某些标准,例如熔点。此外,化学成分,弯曲强度,抗压强度,抗冲击力,密度,耐药性和拉伸强度赋予了由此产生的工件。颗粒的粒径对聚合物的加工性有显着贡献。加热时料斗和熔化速率的流动性,对过程速度有直接影响。颗粒(颗粒)通常在200至2,000微米的范围内用于运输和应用。


3D打印的连续碳纤维增强的聚碳酸酯A. sotov *a,A。Abdrakhmanovaa
现代添加剂制造技术的积极发展,即基于融合沉积建模(FDM)的连续纤维挤出,表明了它们基于纤维聚合物复合材料创建高级材料的重要潜力。这些材料在航空业中广泛使用,但是它们用作飞机组件的使用受到满足许多要求的限制。这样的要求之一是火焰阻力。对于此类应用,至关重要的是,在集成之前,聚合物复合材料被认为符合类型证书。本研究论文提出了一项研究的结果,该研究的结果3D打印了具有多碳酸盐基质的连续增强聚合物复合材料,具有增强的机械性能,并进行了火焰耐药性测试,以证明印刷材料在航空应用中的可行性。该研究涵盖了一系列界面剪切强度,拉伸强度和火焰耐药性测试。该研究使用ASTM D638-10,ASTM D635-22,光学显微镜和浸入矩阵中的单个拖放测试的3D打印复合材料的详细表征。使用连续的碳纤维共截止使材料的拉伸强度(239.29 MPa)与未固化的聚碳酸酯(54.92 MPa)相比,增加了四倍。对印刷连续增强的聚碳酸酯的火焰耐药性的调查结果表明,该复合材料在每次火焰施用后的燃烧时间少于30秒。此外,双火施用后一系列五个样本的总燃烧时间不超过250秒,平均为56秒。获得的结果得出的结论是,连续加固的聚碳酸酯是用于飞机设计中的可行材料。为了进一步支持提出的印刷技术的使用,无人驾驶飞机的框架是由连续增强的聚碳酸酯制造的。

碳纤维增强环氧复合材料的降解...
摘要:本文描述了暴露于紫外线辐射和/或冷凝下的 IM7/997 碳纤维增强环氧树脂的降解情况。根据对物理和化学降解的观察,已确定这些环境以协同方式起作用,导致环氧树脂基质大量侵蚀,从而导致机械性能下降。基质主导性能受到的影响最大,在仅经过 1000 小时的紫外线辐射和冷凝循环暴露后,横向拉伸强度就下降了 29%。虽然在研究的暴露时间内纵向纤维主导性能不受影响,但已注意到,大量的基质侵蚀最终会限制有效载荷传递到增强纤维,并导致甚至沿纤维主导材料方向的机械性能下降。
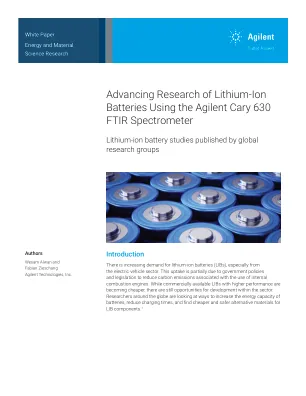
使用Agilent Cary 630 FTIR光谱仪
在这项研究中,Mengying Yuan和合着者引入了二维石墨烯(GO)片(GO)片,具有高表面积和出色的机械性能成固体聚乙烯氧化物/锂盐电解质。GO板提高了离子电导率,并提高了聚合物电解质的拉伸强度,并且似乎显着增强了锂离子电池的性能。为了测量锂盐解离分数,使用了带有Microlab软件的Cary 630 FTIR系统。分离部分是作为位于两个特定范围的峰下面的各个区域的比率:620至624 cm –1范围,代表解离的“游离” CLO 4
用不同过程产生的TI-6AL-4V焊缝的微结构和机械性能
摘要:缺陷和微观结构对TI-6AL-4V焊缝的机械性能的影响;等离子体电弧焊接;电子梁焊接;在目前的工作中研究了激光束焊接。评估了微硬度的不同焊接类型的机械性能;产量强度;最终的拉伸强度;延性以及在室温和升高温度下(200℃和250℃)的疲劳。的晶体学对不同焊接类型的微观结构进行表征,并进行了分裂研究以将缺陷对疲劳性能的影响联系起来。电子和激光束焊接比钨惰性气体焊接和等离子体弧焊接产生的微结构,更高的拉伸延展性和更好的疲劳性能。大毛孔和靠近标本表面的孔最不利于疲劳寿命。

难以增强难以提高 -
摘要目前,研究人员面临的主要挑战是提高难以机理(DTM)材料的可加工性。切割工具处理的技术是要克服挑战的方法之一。低温和微波处理是提高切割工具性能的两种有前途的技术,以提高其增强可加工性的有效性。本文介绍了对使用经过处理的切割工具的难以增强难以增强机器材料(例如钛合金,基于镍的合金,铁质合金和复合材料的材料)的可加工性的尝试的审查。这项工作的目的是激励研究人员和学者在该领域进行进一步的研究,发展和创新。关键字加工,低温,微波炉,工具磨损,可加工1.简介钢的较高等级,例如工具钢,不锈钢和硬化钢等。;其他有色金属,即钛,钨和基于镍的合金等;一些复合材料被认为是难以机理(DTM)材料。这些材料在太空,核武器,汽车,船舶建筑和发电等中都有广泛的应用。(Kishawy等人2019)。在使用常规平面工具插入时切割时,它们的可加工性差(Outeiro等人2008)。 高硬度,产量和拉伸强度和低导热率主要导致频繁的工具磨损,高切割力和工作表面质量不佳(Karaguzel等人。2008)。高硬度,产量和拉伸强度和低导热率主要导致频繁的工具磨损,高切割力和工作表面质量不佳(Karaguzel等人。2015)。工具磨损,切割力,表面粗糙度,材料去除速率等是一些主要的可加工指标。工具磨损是加工过程中不可避免的现象,该工具的尖端逐渐磨损,在某个阶段,它停止切割。主要工具磨损类型是:侧面磨损,火山口磨损,鼻子磨损和辅助磨损,如图1.

通过芯片纳米力学的石墨烯的确定性工程强度和骨折韧性
设备的故障安全设计需要稳健的完整性评估程序,这些程序仍缺乏2D材料,因此影响了转移到应用程序。在这里,已经开发了一种组合的片上张力和开裂方法以及相关的数据减少方案,以确定单层单体域 - 弗林氏菌的断裂韧性和强度。无数标本是提供统计数据的。 裂纹逮捕测试提供了明确的断裂韧性,为4.4 MPA效应。 张力在片上张开Young的950 GPA模量,11%的断裂菌株和高达110 GPA的拉伸强度,并通过热力学和量化的骨折机制,达到了储存的弹性能量〜6 GJ M-3的记录。 a〜1.4 nm裂纹大小通常是导致石墨烯故障的原因,连接到5-7对缺陷。 微米大小的石墨烯膜和较小的无缺陷,设计规则可以基于110 GPA强度。 对于较大的区域,故障设计应基于最大57 GPA强度。无数标本是提供统计数据的。裂纹逮捕测试提供了明确的断裂韧性,为4.4 MPA效应。张力在片上张开Young的950 GPA模量,11%的断裂菌株和高达110 GPA的拉伸强度,并通过热力学和量化的骨折机制,达到了储存的弹性能量〜6 GJ M-3的记录。a〜1.4 nm裂纹大小通常是导致石墨烯故障的原因,连接到5-7对缺陷。微米大小的石墨烯膜和较小的无缺陷,设计规则可以基于110 GPA强度。对于较大的区域,故障设计应基于最大57 GPA强度。
