XiaoMi-AI文件搜索系统
World File Search System模具

ISO 2740:2023
图 1 b)、2 b) 和 3 b) 显示了允许的模腔尺寸。模具最好由硬质合金制成,其表面光洁度应允许在正常条件下压缩试件。模具可以包括一个小的出口锥度,以方便顶出并避免试件出现裂纹或微层压,例如每侧 0.01 毫米。对于重复压制,可以使用腔体尺寸扩大 0.5% 的第二个模具。模具应由收缩环良好支撑,以保持内部拉伸应力较低。为了减少样品出现裂纹的发生率,建议在顶出期间使用上冲头压紧装置。

利用非透明模具通过紫外辅助热压印对 SU-8 光刻胶进行微结构化
在本研究中,我们探索了一种通过使用不透明模具(如镍模具)进行热压印在 SU-8 光刻胶中形成图案的快速低成本工艺。该工艺的主要障碍之一是,未固化的 SU-8 即使在接近室温下也具有极好的可成形性,但由于模具不透明,样品在压印过程中无法暴露在紫外线下,因此会导致压印图案在脱模期间和脱模后坍塌。为了解决这个问题,用紫外线、热量和 O 2 等离子体对未固化的 SU-8 光刻胶进行预处理以控制其可成形性,并应用于热压印测试,以在复制保真度方面相互比较。结果,在给定的压印条件和模具尺寸下,用紫外线预处理 8 秒的 SU-8 样品产生最佳复制质量,并且我们可以在没有石英模具的情况下成功复制 SU-8 光刻胶中的微图案。与传统的 UV 压印工艺相比,该工艺具有模具成本更低、脱模更容易、气泡更少等潜在优点。2008 Elsevier BV 保留所有权利。
开发用于制造人造聚合物心脏阀的压缩成型过程
摘要。在这项研究中,已经开发了可控的压缩成型过程,用于生产可变的厚度聚氨酯心脏瓣膜。为压缩成型过程建立了一个实验设施。添加剂制造的聚合物模具(AM)用于确定成功生产聚氨酯心脏阀的合适设计配置和测试过程参数。实验,以研究变化压缩成型参数的影响。由于压缩模具能够产生具有控制厚度的薄壁部分,因此实验结果表明,良好控制的压缩成型技术是浸入成型过程的可行替代方法。AM聚合物模具表明,该过程可用于自动实验设施中,以创建工作原型聚氨酯心脏阀。AM聚合物模具表明,可以获得模具布局的合适设计配置并创建工作原型聚氨酯心脏阀。

填充聚合物金属融合细丝制造工具的性能评估
摘要添加剂制造(AM)在模具和模具行业中的工具的应用带来了过程性能,设计灵活性和产品增强的破坏性潜力。现有的AM技术和新兴技术(例如金属融合的细丝制造(金属FFF))可以进一步支持AM工具在聚合物型材挤出中的适用性。本研究提供了金属FFF 17-4 pH不锈钢模具插入物的完整表征,并评估了它们在聚合物挤出过程链中的适用性。提出的有关产生的插入物的计量表征的实验评估枢轴以及插入特征对最终挤出产品的影响。考虑了通过减法方法(CNC加工和电气加工)生产的常规制造的基准插入物,就挤出的质量和过程重复介绍而产生的AM工具的可比结果。发现,尽管AM插入工具的平均表面参数明显较高(SA = 2–9 µm vs. SA = 0.3-0.9 µm,用于加工生产的模具),但在聚合物挤出产品的质量中,观察到较小的差异。基于不同DIE的内部表面粗糙度地形以及对挤出产物的影响的聚合物谱挤出的粗糙度产生效应。在丙烯腈丁二烯苯乙烯苯乙烯挤出表面上从常规机械加工模具中获得的三维平均粗糙SA在0.3 µm的范围内。对于从添加性制造的模具获得的挤出物,它们的SA在0.5 µm的愤怒中(尽管FFF模具的表面粗糙度比机加工模具更高)。结果证实,使用合适的挤出产品需求,可以将金属FFF作为选定的制造方法在聚合物型材挤出中进行工具是可行的。

新的创新Moldjet®技术
所需合金和有机粘合剂系统的金属粉末。用于模具填充,使用插槽涂层和刀片过程步骤。糊状物均匀地从一个式式底部喂入插槽式头部,以确保均匀地转移到霉菌材料中。插槽式头部随后在基板上均匀移动,并不断用糊剂填充模具的腔。由于在整个底物宽度上施加了材料,因此将刀片集成到模具填充过程步骤中。此外,将材料压入空腔以克服毛细管力并避免没有物质区域。同时,它可以确保可以去除多余的材料并在模具区域后面收集。

朗埃克的账簿 - 飞行俱乐部
1860 年尖头半身像模具研究,作者 Richard Snow 归因指南,第 2 卷:1859-1869 年,2002 年。这项研究始于 1990 年,当时我是第三版,为了节省空间,它被省略了。这是我写的第一本关于印度分币的书。目标不是更新版本和对这些硬币的最新研究,以识别模具对以帮助收藏家找到它们。反向模具名称包括用于但试图找出制造了多少的反向。1860 年宽胸像模具品种,因此唐纳德·库里在序列后期添加到数据中会有空白。1990 年代。综合研究发表在《飞鹰和印度分币》第二版中

Asnafi,N。(2021)工具和模具制造,表面处理和通过基于激光的添加剂过程进行修理,berg- undhuttenmännischemonatshefte(bhm)htt
摘要:本文探讨了使用基于激光的添加剂工艺来制造,表面处理和修复/再制造工具,模具和模具,用于冷工作,热工作和注入成型。描述了这些应用程序中遇到的故障。经常使用的材料和激光添加剂过程被计入。用激光粉末融合(L-PBF)制造的工具,模具和模具的特性和在某些情况下要比在锻造材料中制造的功能更好。较短的循环时间,摩擦,较小的磨料磨损和更长的生命周期是L-PBF的某些好处,并用粉末(ded-p)(或用粉末,LMD-P或LASER CLADERCLADDING,LC)进行粉末(DED-P)(或激光金属沉积)。L-PBF导致更高的工具成本和更短的工具提前时间。基于对进行调查的综述,本文表明,可以为L-PBF设计和制造工具,模具和模具,通过DED-P(LMD-P,LC)功能使它们功能化,并通过DED-P(LMD-P,LC,LC)进行修复/再制造。L-PBF和DED-P(LMD-P,LC)的组合具有有效的操作性,作为整个工具生命周期的目标,由于当前的高L-PBF和DED-P(LMD-P,LC,LC)的成本,L-PBF和DED-P(LMD-P,LC)具有最大的潜力,并且具有较小的冷工作工具(由于当前的高L-PBF和DED-PBF(LMD-P,LC)成本)。
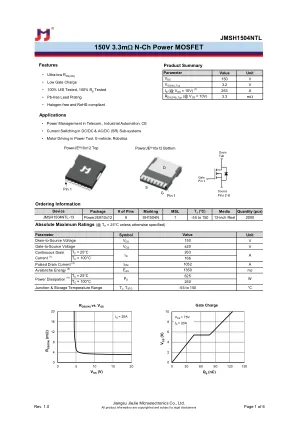
150V 3.3mΩ N 沟道功率 MOSFET
注:1. 尺寸和公差符合 ASME Y14.5M, 1994 标准。2. 所有尺寸以毫米为单位。3. 尺寸不包括毛刺或模具毛边。模具毛边或毛刺不超过 0.150 毫米。