XiaoMi-AI文件搜索系统
World File Search System模具
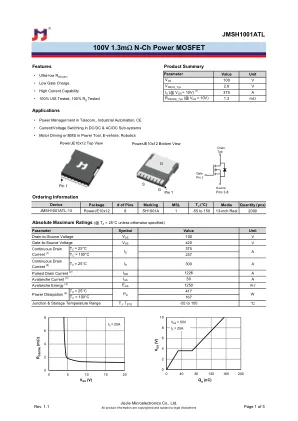
100V 1.3mΩ N 沟道功率 MOSFET
注:1. 尺寸和公差符合 ASME Y14.5M, 1994 标准。2. 所有尺寸以毫米为单位。3. 尺寸不包括毛刺或模具毛边。模具毛边或毛刺不超过 0.150 毫米。
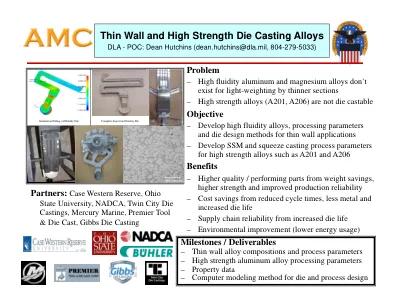
薄壁高强度压铸合金
问题 – 高流动性铝合金和镁合金无法通过减小截面实现轻量化 – 高强度合金(A201、A206)无法压铸 目标 – 开发用于薄壁应用的高流动性合金、加工参数和模具设计方法 – 开发用于高强度合金(如 A201 和 A206)的 SSM 和挤压铸造工艺参数 优势 – 通过减轻重量、提高强度和提高生产可靠性实现更高质量/性能的部件 – 通过缩短周期时间、减少金属用量和增加模具寿命实现成本节约 – 通过增加模具寿命实现供应链可靠性 – 环境改善(降低能耗) 里程碑/可交付成果 – 薄壁合金成分和工艺参数 – 高强度铝合金加工参数 – 属性数据 – 模具和工艺设计的计算机建模方法
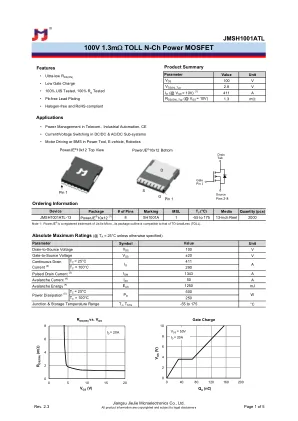
100V 1.3mΩ TOLL N 通道功率 MOSFET
注:1. 尺寸和公差符合 ASME Y14.5M, 1994 标准。2. 所有尺寸以毫米为单位。3. 尺寸不包括毛刺或模具毛边。模具毛边或毛刺不超过 0.150 毫米。

塑料/聚合物的粒度测量
许多类型的工艺设备用于制造塑料,包括注射模具,压缩模具,挤出机和旋转模具。所有这些过程的共同特征是将颗粒或粉末用作起始材料。饲料材料的特征必须符合某些标准,例如熔点。此外,化学成分,弯曲强度,抗压强度,抗冲击力,密度,耐药性和拉伸强度赋予了由此产生的工件。颗粒的粒径对聚合物的加工性有显着贡献。加热时料斗和熔化速率的流动性,对过程速度有直接影响。颗粒(颗粒)通常在200至2,000微米的范围内用于运输和应用。
用于紫外、激光和电子束光刻的负性光刻胶
主要应用 • 通过 DLW 进行快速非接触式原型设计 • 微系统技术中的光学应用 • 用于湿法和干法蚀刻工艺的蚀刻掩模 • 用于电镀的模具 • 用于印章制造/模板制造的模具

汽车的多gabit光学收发器设计
•来自2个带有5个模具的包装→1个带有3个模具的单个组件。•通过PCB删除高速信号跟踪。•对EM干扰的敏感性较小,发射辐射较少。•降低功耗。•具有标准电气接口的组件,易于组装。

采用螺旋激光干涉曝光法的大面积无缝纳米图案圆柱模具制造系统
摘要 随着纳米技术领域的进步,纳米图案化不仅在高附加值产品中得到广泛应用,而且在廉价产品中也得到广泛应用。此外,大规模生产廉价产品所需的技术,如连续卷对卷 (R2R) 工艺,正在迅速兴起。人们对亚微米和纳米模具的制造进行了广泛的研究。在这项研究中,我们提出了一种激光干涉曝光来制造可用于连续卷对卷图案化的纳米图案圆柱形模具。此外,我们还展示了使用棱镜在圆柱体(长度为 300 毫米,直径为 100 毫米)上制造无缝图案的螺旋曝光工艺。使用 UV 树脂将图案转移到平面模具上,并使用场发射扫描电子显微镜进行测量;测量结果显示图案均匀,具有纳米图案线宽(75 纳米)和亚微米周期(286 纳米)。观察结果表明,使用激光干涉光刻制造卷模的方法是一种快速可靠的无缝图案化方法。

交付高级...
半导体设备的小型化和扩展功能仍然是跨应用程序的主要双重野心 - 从数据中心到手机再到汽车。与这些目标结合在一起,同时还要优先考虑可靠性(尤其是对于安全至关重要的汽车领域)变得越来越复杂。支持电子功能的功能主要是汽车创新(根据德勤(Deloitte),电子车辆内容占2017年汽车成本的近40%,并且在2030年到2030(1)的项目将达到45%的项目),并确保在成本认真的制造和严格的安全指南的框架内确保在框架内进行出色的性能。基础的最先进的汽车电子设计是先进的半导体技术。实际上,今天的工具被描述为“车轮上的计算机”,由半导体和传感器控制。欣赏这一现实使重点放在提高电子系统的可靠性上。半导体套件的完整性和性能取决于许多因素,其中最重要的是模具附加材料的能力,这些材料用于将电活动的模具粘合到底物上。工程模具附着粘合剂,以符合越来越严格的环境测试,该测试越来越强烈地循环和持续时间的限制正在破坏传统的配方方法,尤其是对于高热的非电动导电性模具粘贴糊状。重新检查模具材料能力模具附着在某些汽车电子应用中的粘合剂需要进行严格的热循环和高温存储测试。(图1)毫不奇怪,根据设备将在何处集成,有不同的汽车坡度目标,最苛刻的标准是汽车级为0。除了满足汽车可靠性规格外,某些软件包还需要高导热率材料,使有效的热量散热以帮助降低半导体模具的连接温度,从而可以更好地进行包装性能,更高的施加电压和更长的设备寿命。
用于紫外、激光和电子束光刻的负性光刻胶
主要应用 • 通过 DLW 和 2PP 进行快速非接触式原型制作 • 微系统技术中的光学应用 • 用于湿法和干法蚀刻工艺的蚀刻掩模 • 用于电镀的模具 • 用于印章制造/模板制造的模具