XiaoMi-AI文件搜索系统
World File Search System温度值

TIVAR® Cestidur
图例:1) 这是用于制造此材料的 PE-UHMW 树脂(不考虑任何添加剂)的平均摩尔质量。它是通过 Margolies 方程式 M = 5.37 x 10 4 x 1.49 计算得出的,其中 为特性粘度(Staudinger 指数),根据 ISO 1628-3:2001 使用十氢萘作为溶剂(浓度为 0.0002 g/cm³)进行粘度测量得出。2) 根据 ISO 62 中的方法 1 并在 Ø 50 mm x 3 mm 的圆盘上进行。3) 这些属性的数据大部分来自原材料供应商数据和其他出版物。4) 耐高温时间至少为 20,000 小时。经过这段时间后,抗拉强度(在 23 °C 下测量)会比原始值下降约 50 %。因此,此处给出的温度值基于发生的热氧化降解,会导致性能下降。但请注意,最高允许使用温度在许多情况下主要取决于材料所受机械应力的持续时间和大小。5) 冲击强度随温度降低而降低,最低允许使用温度实际上主要取决于材料受到冲击的程度。此处给出的值基于不利的冲击条件,因此不能被视为绝对的实际极限。6) 这些估计等级来自原材料供应商数据和其他出版物,并非旨在反映材料在实际火灾条件下呈现的危险。这些库存形状没有“UL 文件编号”。 7) 给出的材料力学性能数据大部分为干法试验平均值,试验样品由厚度为 15-20 mm 的板材或直径为 40-50mm 的棒材加工而成,试验样品从坯料中取下,长度方向为纵向(平行于挤压方向)。8) 试验样品:1B 型9) 试验速度:5 或 50 mm/min [根据 ISO 10350-1 选择,取决于材料的延展性(韧或脆)10) 试验速度:1 mm/min。11) 试验样品:圆柱体 Ø 8 mm x 16 mm12) 试验样品:棒材 4 mm(厚度)x 10 mm x 80 mm;试验速度:2 mm/min;跨度:64 mm。13) 所用摆锤:4 J。14) 所用摆锤 25J。 15) 在 10 毫米厚的试件上测量。16) 测试程序类似于测试方法 A:“销盘式”测试,如 ISO 7148-2 所述,负载 3MPa,滑动速度 = 0.33 米/秒,配合钢板 Ra= 0.7-0.9 微米,在 23°C、50%RH 下测试。17) 电极配置: 25 毫米 / 75 毫米同轴圆柱体;根据 IEC 60296 浸入变压器油中;1 毫米厚的试件。
通函编号 314-04-1778c,日期为2022 年 5 月 27 日 回复
通函编号附录 2。314-04-1778c,日期为 2022 年 5 月 27 日,《海船入级与建造规则》,2021 年,ND 号。2-020101-138-E 第十三部分。材料 2 钢和铸铁 1 第 3.5.1.1 - 3.5.1.2 段由以下文字替代:ʺ 3.5.1.1 本要求适用于船舶和 MODU/FOP 结构和机械中使用的以下材料:F 级高强度钢板、钢带、型材和棒材;强度等级为“Arc”的高强度和高强度钢板、钢带、型材和棒材;锻件和铸件在所要求的零下温度下具有确认的耐寒性能。3.5.1.2 根据规定的强度等级和操作条件(包括轧制产品的制造、检验、标识、标记和文件),轧制产品的一般要求在 3.2、3.13、3.14 和 3.17 中给出。锻件和铸件的制造、检验、标识、标记和文件的一般要求分别在 3.7 和 3.8 中规定。锻件和铸件的无损检测要求在《船舶建造技术监督和船舶材料及产品制造规范》第 III 部分“材料制造技术监督”2.5 中规定。强度更高的 F 级钢轧制产品的附加要求在 3.5.2 中给出。3.5.3 给出了带有“Arc”标记的钢材的附加要求。3.5.4 给出了厚度为 15 毫米及以下的轧制产品的附加要求。3.5.5 和 3.5.6 分别给出了在所需零下温度下具有确认的耐寒性能的锻件和铸件的附加要求。ʺ。2 用下列文字代替第 3.5.3.1.1 款:ʺ 3.5.3.1.1 “Arc”是添加到钢种名称中的符号,该钢种根据注册程序进行了附加试验,以确定延展性和抗寒性能(参见 2.2.10 和 3.5.3.3 - 3.5.3.3.5),满足 3.14 要求的 Z 性能相关要求,不低于 35%。应在符号旁边标明最低材料使用/操作温度 Т d(不带减号),在此温度下,钢材可用于任何结构构件,不受限制。名称示例:PCF40Arc30。被认可为“Arc”指数钢材制造商的公司可以提供该指数的轧制产品,并且温度值在-10°C至Т d .ʺ范围内。3 表 3.6.3 。在“试验温度,℃”栏中,数值“720”由“-20”替代。4 第 3.7.1.2 款由下列文字替代: ʺ 3.7.1.2 本章的要求仅适用于钢锻件(或按 3.7.1.1 规定代替钢锻件时为轧制钢),其名称是根据室温下的性能确定的。在所需的零下温度下具有确认的抗寒性能的锻件的附加要求在 3.5.5 中给出。
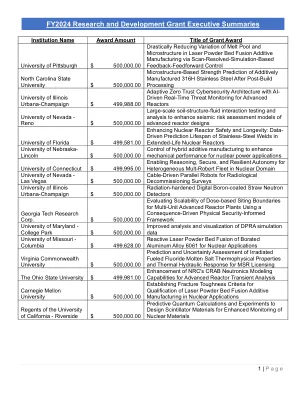
UNLP:FY2024 RENSERKING GURT GRATE摘要 TLR-RES-DE-2024-001,核设施运营技术的零信任体系结构 b'' 主题报告EPRI ANT LR 2024-03,“核设施分离”。 2024/10/02 Palisades重新启动LA DOCS-状态更新 DOE空间核电和推进(SNPP)活动 Terrapower主题报告的提交,“ Natrium Advanced反应堆的主要设计标准” 晶间应力腐蚀破裂 马萨诸塞州技术学院 secy-23-0021:拟议规则:高级反应堆的风险信息,包括技术的法规框架(RIN 3150-AK31) 主题报告 - 在线监视技术对... NEI 03-08,修订版4,“材料管理指南” 关于添加剂制造标准景观的观点 白皮书 - 融合能源系统监管框架的初步选择 熔融材料兼容性的技术评估... 开发融合能源系统的监管框架 - 融合公共会议幻灯片-03302021 PNNL-33730,“文献综述:反应堆压力容器中部分穿透焊缝的NDE”。 2021/05/21高级反应堆GEIS文档-UO2 Haleu Transportation套餐评估和建议
匹兹堡大学通过基于扫描分解的基于扫描模拟的反馈 - 馈线控制执行摘要摘要大大降低了激光粉池床融合添加剂制造的融化池和微观结构的变化:管理当地几次对激光粉末床融合(L-PBF)添加剂生产性能的影响是最高核心的一项优先级。因此,该程序的目的是开发一种基于仿真的反馈馈电控制方法,以维持整个L-PBF部分的熔体池和微观结构的一致性。特定的研究目标包括:(1)基于通过不同过程参数产生的测量熔体池维度开发经过实验验证的计算流体动力学(CFD)模型; (2)开发有效的混合CFD和FEM(有限元方法)模型,以模拟多轨,多层方案; (3)开发基于迭代模拟的反馈 - 馈线控制模型。该项目中的重点材料是基于镍的合金inconel 718,它广泛用于高温核应用中,例如核反应堆核心和热交换器。拟议的研究旨在解决核能社区中L-PBF进程的资格和更广泛采用的关键障碍。核芯和热交换器等核应用通常包含不同尺寸的几何特征,这会导致熔体池和微观结构在整个零件过程中差异很大。拟议研究中的关键创新是开发了混合CFD-FEM模拟模型,该模型为此基于反馈 - 反馈控制方法。通过使用准确的扫描分辨过程模拟,通过调整过程参数(激光功率和扫描速度)来最佳控制熔体池尺寸,预计熔体池和微观结构将在整个复杂部分中更加一致。通过减少新的L-PBF产品开发中昂贵的实验数量,可以以较低的成本进行熔体池和微观结构一致性的巨大改进,以更有效地执行资格。大多数L-PBF热过程模拟模型使用CFD或FEM;但是,前者是准确的,但在计算上非常昂贵,而后者是有效的,但不足以捕获熔体池的尺寸和温度,而随着局部几何形状的变化。在拟议的CIFEM(CFD施加的FEM)过程仿真模型中,瞬态热场是根据高保真CFD模拟计算的,并通过深度学习来推断。这些温度值是根据局部热环境所包含熔体池的局部FEM区域施加的,而其他地方的热传导则由FEM求解。开发的基于CIFEM的工艺模拟预计将是基于CFD的模拟效率的30-50倍,同时保持熔体池和温度场的预测准确性。使用CIFEM模型最佳地控制局部过程参数,预计熔体池尺寸的变化将减少50-70%,从而导致更一致的微观结构。因此,该项目将解决社区中的基本优先事项之一,并有助于促进更广泛的L-PBF程序在安全至关重要的核应用中。首席调查员:Albert C. TO,Albertto@pitt.edu