XiaoMi-AI文件搜索系统
World File Search System焊垫

将超薄芯片嵌入高柔韧性、感光性阻焊剂中
摘要:本文介绍了一种将超薄硅芯片嵌入机械柔性阻焊层中并通过喷墨打印实现电接触的方法。将感光阻焊层通过保形喷涂涂覆到具有菊花链布局的环氧粘合超薄芯片上。使用紫外线直接曝光的光刻技术打开接触垫。实现了直径为 90 µ m 和边长为 130 µ m 的圆形和矩形开口。喷墨打印含有纳米银和金的商用油墨,以在菊花链结构之间形成导电轨道。应用了不同数量的油墨层。通过针探测来表征轨道电阻。银油墨仅在多层和 90 µ m 开口时才显示低电阻,而金油墨在至少两层印刷层时表现出个位数 Ω 范围内的低电阻。
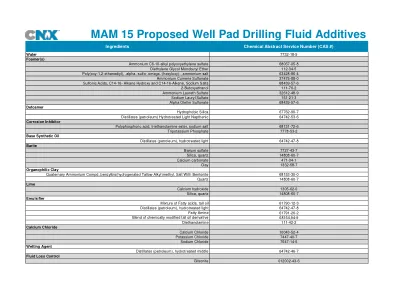
MAM 15提出的井垫钻孔液添加剂MAM 15提出的井垫钻孔液添加剂
水7732-18-5泡沫(S)C6-10-烷基聚氧硫酸盐硫酸盐68037-05-8二乙二醇单丁基单丁基112-34-5聚(Oxy-1,2-乙基) 63428-86-4碳硫酸铵37475-88-0磺酸,C14-16-烷烃羟基和C14-16-烷烯,钠盐68439-57-6 151-21-3α烯丙基磺酸盐68439-57-6 DEDOAMER疏水二氧化硅67762-90-7蒸馏(石油)氢化光核糖64742-53-53-53-5磷酸盐7778-53-2碱基合成油馏出(石油),氢化光64742-47-8硫酸盐硫酸盐7727-43-7硅,石英14808-60-7

1 用于多拷贝基因整合的着陆垫系统...
图 1. SD108 中全基因组整合位点的计算机筛选算法。(A)选择基因间位点中的 gRNA 进行 iCas9 介导的整合。扫描基因组中的“NGG”PAM 以获得向导 RNA 文库。筛选 gRNA 以尽量减少潜在的脱靶,并根据其基因组位置进行过滤。(B)结合各种因素对实验筛选的基因组位点进行优先排序。根据寡核苷酸合成和质粒克隆标准对 gRNA 及其相应的同源臂进行改进。实施设计规则以确保菌株稳定性,避免破坏调控元件并包括基因必需性信息,同时添加基因密度作为开放染色质的代理。结合转录组学数据来选择靠近转录活性基因的位点。
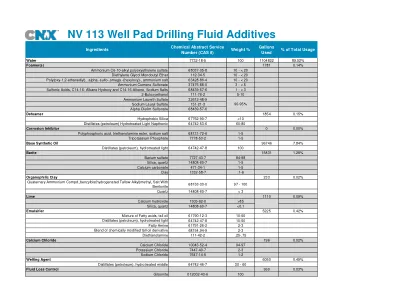
NV 113井垫钻孔液添加剂
Water 7732-18-5 100 1104822 89.52% Foamer(s) 1781 0.14% Ammonium C6-10-alkyl polyoxyethylene sulfate 68037-05-8 10 - < 20 Diethylene Glycol Monobutyl Ether 112-34-5 10 - < 20 Poly(oxy-1,2-ethanediyl), 。 2-二氧乙醇111-76-2 5-10硫酸铵32612-48-99午睡64742-53-6 60-80腐蚀抑制剂0 0.00%多磷酸,三氨基酯酯,钠盐68131-72-6 1-5磷酸三)磷酸盐7778-53-2 1-5 1-5碱基合成油96746 7.845%; 64742-47-8 100 Barite 1.28%硫酸钡7727-43-7 84-98硅,石英14808-60-7 1-5碳酸钙471-34-1 1-5 Compd。,苄基苯基(氢化牛脂烷基)甲基,盐盐68153-30-0 97-100

同轴线激光增材制造工艺参数和头部方向对焊珠几何形状的影响
摘要。在金属材料的定向能量沉积 (DED) 工艺中,线激光增材制造 (WLAM) 的特点是使用激光束熔化金属线并产生焊珠。重叠焊珠的连续沉积产生体积以获得零件。因此,控制焊珠的几何形状对于增材制造工艺至关重要。一些研究工作已经研究了这些几何形状以及主要制造参数对其尺寸的影响,但很少有研究进料方向或线角度的影响。此外,所有关于线角度的研究都是在横向进料和恒定激光方向下进行的。本文重点研究了同轴线进料的沉积头方向对焊珠几何形状的影响,其中有 3 束激光。以相对于水平基板的不同方向进行实验,并使用光学仪器测量外部轮廓,以提取平均轮廓和特征尺寸。结果表明,头部绕其轴线旋转和横向倾斜会影响焊珠的高度、宽度和不对称性。

通过熔池监测进行焊珠几何形状预测的数据驱动方法
在增材制造领域,选择工艺参数以避免过度和不足沉积需要耗费时间和资源的反复试验。鉴于每个部件几何形状的独特特征,迫切需要推进实时过程监控和控制,以确保一致和可靠的部件尺寸精度。这项研究表明,支持向量回归 (SVR) 和卷积神经网络 (CNN) 模型为实时过程控制提供了一种有前途的解决方案,因为这些模型能够高精度地识别复杂的非线性模式。我们设计了一个新颖的实验来比较 SVR 和 CNN 模型的性能,以从单层单珠构造的熔池同轴图像间接检测珠高。研究表明,使用从同轴光学摄像机收集的熔池数据训练的 SVR 和 CNN 模型都可以准确预测珠高,平均绝对百分比误差分别为 3.67% 和 3.68%。 [DOI: 10.1115/1.4062800]

不锈钢与低碳钢板的钨极气体保护焊综述
由于焊接电流会影响电极烧尽速度、熔合深度和焊件几何形状,因此它是电弧焊工艺中最重要的变量。焊道形状、焊接速度和焊接效率都受电流影响。由于直流电极负极 (DCEN)(正极性)产生更好的效果,因此电极正极 (DCEP) 上的焊接穿透深度和行进速度更大,并且它用于大多数 GTAW 焊接(反极性)。反极性允许电极尖端快速升温并在气体钨中降解。因为阳极比阴极升温更快。气体钨电弧焊中的较高电流会导致飞溅和工件损坏。同样,在气体钨电弧焊中,较低的电流设置会导致填充焊丝粘住。为了沉积等量的填充物,必须长时间施加高温。因此,对于较低的焊接电流,通常会看到更大的热影响区域。在固定电流模式下调整电压以保持电弧电流稳定 [3,4]。与其他焊接工艺相比,我们通常通过钨极惰性气体焊接实现无缺陷接头。让您更好地控制焊接,从而实现更快、更高质量的焊接。另一方面,GTAW 比大多数其他焊接方法复杂得多,难以跟踪,而且速度要慢得多。填充金属通常被使用,但是一些焊接(称为自熔焊或组合焊)不需要它。这种方法提供了竞争方法,例如焊接技术包括屏蔽金属电弧焊和气体金属电弧焊。

激光-电弧复合焊接在低温钢中的应用
* 通讯作者:ivan.bunaziv@ntnu.no 摘要 近年来,激光电弧混合焊接 (LAHW) 在造船和石油天然气工业中的应用越来越广泛。与传统的电弧焊接工艺相比,它具有许多优势,因此广受欢迎。激光束源可用于实现更高的穿透深度。通过电弧源将填充焊丝添加到工艺区域,可以提高机械性能,例如在低温下具有更高的韧性。因此,LAHW 是一种有前途的低温服务工艺。由于深而窄的接头中整个焊缝金属中填充焊丝分布不均匀,导致工艺稳定性和机械性能下降,因此 LAHW 的适用性受到关注。这会导致焊缝根部的机械性能下降以及凝固裂纹问题。根部的快速冷却速度会产生硬而脆的微观成分,从而降低低温韧性。数值模拟和实验观察表明,增加激光束的热输入是降低冷却速度的有效方法,例如也可以通过预热来实现。关键词:激光束;复合焊接;微观组织;韧性;数值模拟 1. 引言

房室间隔缺损(房室管缺损、心内膜垫缺损)
a. AV 瓣膜功能 b. 评估左心室流出道 c. 根据评估和临床问题指示 VII. 考虑怀孕(有关进一步的讨论和管理,请参阅“怀孕问题”部分)(Warnes, 2008) A. 孕前心脏评估 1. 评估残留的血流动力学病变 2. 为唐氏综合症女性提供妊娠风险和预防措施建议 B. 对于已修复且没有重大残留缺陷的女性来说耐受性良好 C. 不建议肺动脉高压女性使用 参考文献: Backer CL, Stewart RD, Mavroudis C. 概述:完全房室管的历史、解剖、时机和结果。胸心血管外科研讨会 10:3-10,2007。 Backer CL, Stewart RD, Mavroudis C. 修复完全房室管的最佳技术是什么?胸心外科研讨会 19:249-257, 2007. Cetta, F: 房室间隔缺损。Warnes CA 编辑:成人先天性心脏病,牛津,2009,Wiley-Blackwell。Curley MAQ,Moloney-Harmon PA。婴儿和儿童重症监护护理,第 2 版,费城,2001,WB Saunders 公司。

解决方案对压电纳米纤维垫的吹旋旋
Ishaac Cands 1,2,4,Rhedeaaugif 5,Madeleine Commerc 5,Jibrand Khaliq 5,Islam ShyhaIshaac Cands 1,2,4,Rhedeaaugif 5,Madeleine Commerc 5,Jibrand Khaliq 5,Islam Shyha