XiaoMi-AI文件搜索系统
World File Search System能量沉积

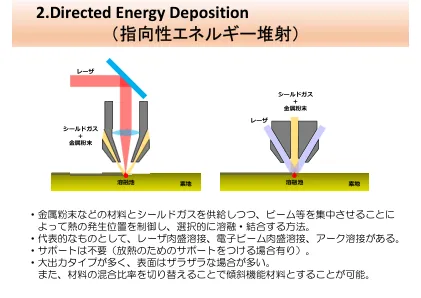
定向能量沉积
定向能量沉积 Geovana Eloizi Ribeiro Vincent Edward Wong Diaz Willian Roberto Valicelli Sanitá Alessandro Rodrigues 圣保罗大学圣卡洛斯工程学院机械工程系 电子邮件: vwong.ufs@gmail.com 、geovana_rib@usp.br 、willian.r.sanita@usp.br 、roger@sc.usp.br、Reginaldo Coelho Teixeira 圣保罗大学圣卡洛斯工程学院生产工程系 rtcoelho@sc.usp.br 摘要:金属增材制造已经成为一种技术,能够以“近净成形”形式生产复杂金属零件、进行修复和使用梯度材料创建零件,从而能够制造高附加值和低产量的零件。激光和粉末定向能量沉积 (LP-DED) 是增材制造工艺的一种,通过集中的热能使金属粉末熔化。这些应用对航空航天、汽车和医疗等不同领域都具有吸引力。在医疗领域,其应用主要集中在制造植入物、假肢、仪器和医疗器械。在假肢和植入物的制造中,Ti6Al4V 钛合金因其高机械强度、高耐腐蚀性、低密度以及良好的生物相容性而脱颖而出。文献挑战之一反映了 LP-DED 工艺赋予打印部件的粗糙度,这会影响假肢和植入物的骨整合,与其恢复时间和成功率有关。本文评估了使用两种粉末从 LP-DED 工艺获得的 Ti6Al4V 部件的粗糙度。第一种是通过气体雾化生产的,第二种是通过先进的等离子雾化生产的。随后,在纯 Ti 基体上用 LP-DED 制造了八个样品。激光功率是另一个输入变量,范围从 300 W 到 345,增量为 15W。用去离子水和丙酮用超声波振动清洁样品。然后,我们使用共聚焦显微镜评估样品的粗糙度。所用粉末的粉末形貌表明,气雾化产生的粉末呈现非高斯分布,有薄片、孔隙和卫星。与气雾化粉末相比,先进等离子雾化产生的粉末呈现高斯分布,孔隙数量更少,卫星和薄片的存在也更少。关键词:定向能量沉积;粗糙度;Ti6Al4V,增材制造。1. 介绍
通过定向能量沉积
摘要:在本研究中,AISI 316L和COCRMO合金的组成级结构是由粉末基束指向能量沉积(DED-LB)制造的。通过对粉末流的过程集成调整,这两种材料的原位合金变得可行。因此,可以实现与两种合金混合物的尖锐而平滑的过渡。为了研究原位合金的相位形成,采用了一种均衡计算的模拟方法。发现,两种合金的精确成分和功能分级是可能的。因此,化学成分可以与样品硬度直接相关。此外,还可以使用扫描电子显微镜(SEM)和能量分散性X射线光谱镜(EDS)来实验观察到通过平衡计算鉴定的相。电子反向散射衍射(EBSD)揭示了以明显的<001> - 文本的尖锐过渡区域的外延晶粒的生长,而平滑过渡则是具有<101>方向的新晶粒生长的核。鉴于在生物医学部门中所设想的应用,本研究表明了AISI 316L/COCRMO合金材料组合的高潜力。鉴于在生物医学部门中所设想的应用,本研究表明了AISI 316L/COCRMO合金材料组合的高潜力。

通过定向能量沉积
摘要Al 2 O 3 /Al 6 Ti 2 O 13具有低热膨胀性能的复合陶瓷有望通过定向能量沉积物激光器(DED-LB)技术快速制备大规模和复杂组件。但是,由于对过程条件的理解不足,DED-LB技术的更广泛应用受到限制。Al 2 O 3 /Al 6 Ti 2 O 13(6 mol%TIO 2)复合陶瓷的质量,微观结构和机械性能作为能量输入的函数在广泛的过程窗口中被系统地研究。在此基础上,揭示了固化缺陷和微观结构的演化过程的形成机理,并确定了优化的过程参数。结果表明,高能量输入提高了熔融池的流动性,并促进了组成相的均匀分布和完整的生长,从而促进消除凝固缺陷,例如孔隙和条间隙。此外,微结构的大小在很大程度上取决于能量输入,当能量输入增加时增加。此外,由于固化条件的变化,α -AL 2 O 3相的形态随着能量输入的增加而逐渐从细胞转变为细胞树突。在凝固缺陷和微观结构大小的全面影响下,Al 2 O 3 /Al 6 Ti 2 O 13复合陶瓷的裂缝韧性和弯曲强度随着能量输入的增加而呈现抛物线法行为。在0.36 - 0.54 W ∗ min 2 g - 1 mm -1的能量输入范围内实现最佳的形状质量和出色的机械性能。在此过程窗口中,Al 2 O 3 /Al 6 Ti 2 O的平均微度,断裂韧性和弯曲强度分别高达1640 HV,3.87 MPa M 1/2和227 MPa。这项研究提供了确定熔体生长Al 2 O 3 /Al 6 Ti 2 O 13复合陶瓷的DED-LB的过程参数的实用指导。

多层直接能量沉积
基于激光的直接能量沉积(L-DED)用吹粉末可以同时或连续处理一个组件中不同粉末材料,因此提供了添加剂多材料制造的可能性。因此,该过程允许在空间解析的材料分配和制造锋利甚至分级的材料过渡。在这一贡献中,应提出来自多材料L-DED的两个主要研究领域的最新结果 - (i)自动化和(ii)由原位合成的高熵合金(HEAS)快速合金开发 - 应提出。首先,开发了自动化的多物质沉积过程,该过程可以自动制造三维标本。为此,进行了关于粉末喂养动力学和过程区域中产生的粉末混合物的沉积系统的表征。获得的系统特性用于实现指定粉末混合物的三维沉积。通过能量分散性X射线光谱,扫描电子显微镜和微硬度测量通过能量X射线镜头进行分析。这项研究表明,L-DED的准备时间不断增加,以制造多层质量成分。第二,提出了DED快速合金开发的最新结果。通过同时使用多达四个粉末喂食器,研究了AL - Ti - Co - CR - CR - FE - FE - Ni Hea系统中的各种合金组成。为此,有益地使用了量身定制的测量系统,例如内部开发的粉末传感器。该研究显示了AL对相形成和产生的机械性能的影响,并证明了L-DED在减少新合金开发时间的潜力。

激光指示高性能的能量沉积(...
沉淀P2和P3是CO 34.0 Cr 29.0 Ni 30.5 Ti 2.3 O 4.2(at。%),CO 3.6 Cr 1.3 Ni 1.0 1.0 Ti 94.1(at。%)和

液体火箭定向能量沉积概述...
参考文献: • Honore, M。“通过激光金属沉积对火箭喷嘴延伸部分进行结构强化”。支持沃尔沃通道壁喷嘴。Force Technology。MTI Mtg Laserfusing 演示。2013 年 2 月 1 日。 • O'Neill., W., Cockburn., A., 等人。“Ti 和 Ti64 合金的超音速激光沉积”。第 5 届高功率光纤激光器及其应用国际研讨会/第 14 届激光光学国际会议。2010 年 7 月 1 日。俄罗斯圣彼得堡。 • Paul R. Gradl。“液体火箭通道壁喷嘴的快速制造技术”,第 52 届 AIAA/SAE/ASEE 联合推进会议,推进和能源论坛,(AIAA 2016-4771) • Gradl, PR、Mireles, O.、Andrews, N。“推进系统增材制造简介。 10.13140/RG.2.2.13113.93285

定向能量沉积添加剂制造(...
免责声明本文件是作为由美国政府机构赞助的工作的帐户准备的。美国政府和劳伦斯·利弗莫尔国家安全,有限责任公司,或其任何雇员均不对任何信息,设备,产品或流程的准确性,完整性或有用性承担任何法律责任或责任,或承担任何法律责任或责任,或者代表其使用不会侵犯私有权利。以本文提及任何特定的商业产品,流程或服务,商标,制造商或其他方式不一定构成或暗示其认可,建议或受到美国政府或Lawrence Livermore National Security,LLC的认可。本文所表达的作者的观点和意见不一定陈述或反映美国政府或劳伦斯·利弗莫尔国家安全,有限责任公司的观点和观点,不得用于广告或产品代表目的。
航空航天定向能量沉积原理...
*不包括所有金属 AM 工艺 基于参考文献: • Gradl, P.、Tinker, D.、Park, A.、Mireles, P.、Garcia, M.、Wilkerson, R.、Mckinney, C. (2022)。“航空航天部件的稳健金属增材制造工艺选择和开发”。材料工程与性能杂志 (JMEP)。评论文章。 • ASTM 增材制造技术委员会 F42。增材制造技术标准术语 ASTM 标准:F2792-12a。(2012)。 • Gradl, PR、Greene, SE、Protz, C.、Bullard, B.、Buzzell, J.、Garcia, C.、Wood, J.、Osborne, R.、Hulka, J. 和 Cooper, KG,2018。液体火箭发动机燃烧装置的增材制造:工艺开发和热火测试结果摘要。参加 2018 年联合推进会议(第 4625 页)。
无量纲分析选择定向能量沉积……
人们对用于制造和修复薄壁结构的定向能量沉积工艺的兴趣日益浓厚,这促使人们更深入地了解该方法的基本构造块的特性:覆层形成。在本研究中,研究了通过沉积 316L 不锈钢 (SS316L) 粉末获得的覆层,其中三个不同的工艺参数是激光功率、激光移动速度和粉末质量流速。通过每个参数的宽样本范围来确保可重复性。从数据测量来看,覆层的平均硬度接近 SS316L 材料的典型 200 Hv,表明 Hall-Petch 效应占主导地位。研究还表明:(i) 激光功率是影响覆层深度的最重要因素,但对覆层厚度影响不大。(ii) 激光移动速度是影响覆层高度的主要参数。 (iii) 粉末质量流速往往会通过厚度增加来补偿深度减少,因此对包层高度没有明显影响。观察到增加激光功率是防止在零稀释下形成包层的最有效方法,零稀释是衡量打印包层与基材结合程度的指标。从 SS316L 包层组得出了无量纲分析。通过使用不同的不锈钢数据集进行验证并推断到更大的参数范围,证明该分析能够促进工艺参数的选择,以满足对包层尺寸的给定要求。由于其应用直观,该分析有可能被用作标准的预打印工具,以提高成功率,从而改善制造周转时间。