XiaoMi-AI文件搜索系统
World File Search System薄壁
薄壁产品增材制造过程中非稳态热传导问题的解析解
摘要:本研究致力于开发一种模型,用于计算各种配置的薄壁直接沉积过程中产生的瞬态准周期温度场。该模型允许随时计算直接沉积过程中壁内的温度场、热循环、温度梯度和冷却速率。沉积壁内的温度场是根据移动热源非稳态热传导方程的解析解确定的,同时考虑到向环境的热传递。根据热源作用在每个过程中产生的瞬态温度场的叠加原理,计算热积累和温度变化。所提出的温度场计算方法可以令人满意地准确描述壁内的传热过程和热积累。通过与实验热电偶数据的比较证实了这一点。它考虑了壁和基板的尺寸、层与层之间的功率变化、各道次之间的暂停时间以及热源轨迹。此外,该计算方法易于适应同时采用激光和电弧热源的各种增材制造工艺。

数字图像相关法用于增材制造 316L 薄壁变形模式的微观结构分析
在增材制造中,工艺参数直接影响材料的微观结构,从而影响所制造部件的机械性能。本文旨在通过在扫描电子显微镜 (SEM) 下结合高分辨率数字图像相关 (HR-DIC) 和电子背散射衍射 (EBSD) 图进行原位拉伸试验来表征局部微观结构响应,从而探索这种关系。所研究的样本是从通过定向能量沉积构建的双向打印单道厚度 316L 不锈钢壁中提取的。通过统计分析表征了晶粒的形态和晶体学纹理,并将其与该工艺的特定热流模式相关联。根据晶粒大小将其分为位于打印层内的大柱状晶粒和位于连续层之间界面的小等轴晶粒。原位拉伸实验的加载方向垂直于或沿打印方向进行,并展示不同的变形机制。对每个晶粒的平均变形的统计分析表明,对于沿构建方向的拉伸载荷,小晶粒的变形小于大晶粒。此外,HR-DIC 与 EBSD 图相结合显示,在没有单个或成簇的小晶粒的情况下,应变局部化位于层间界面处。对于沿打印方向的拉伸载荷,应变局部化存在
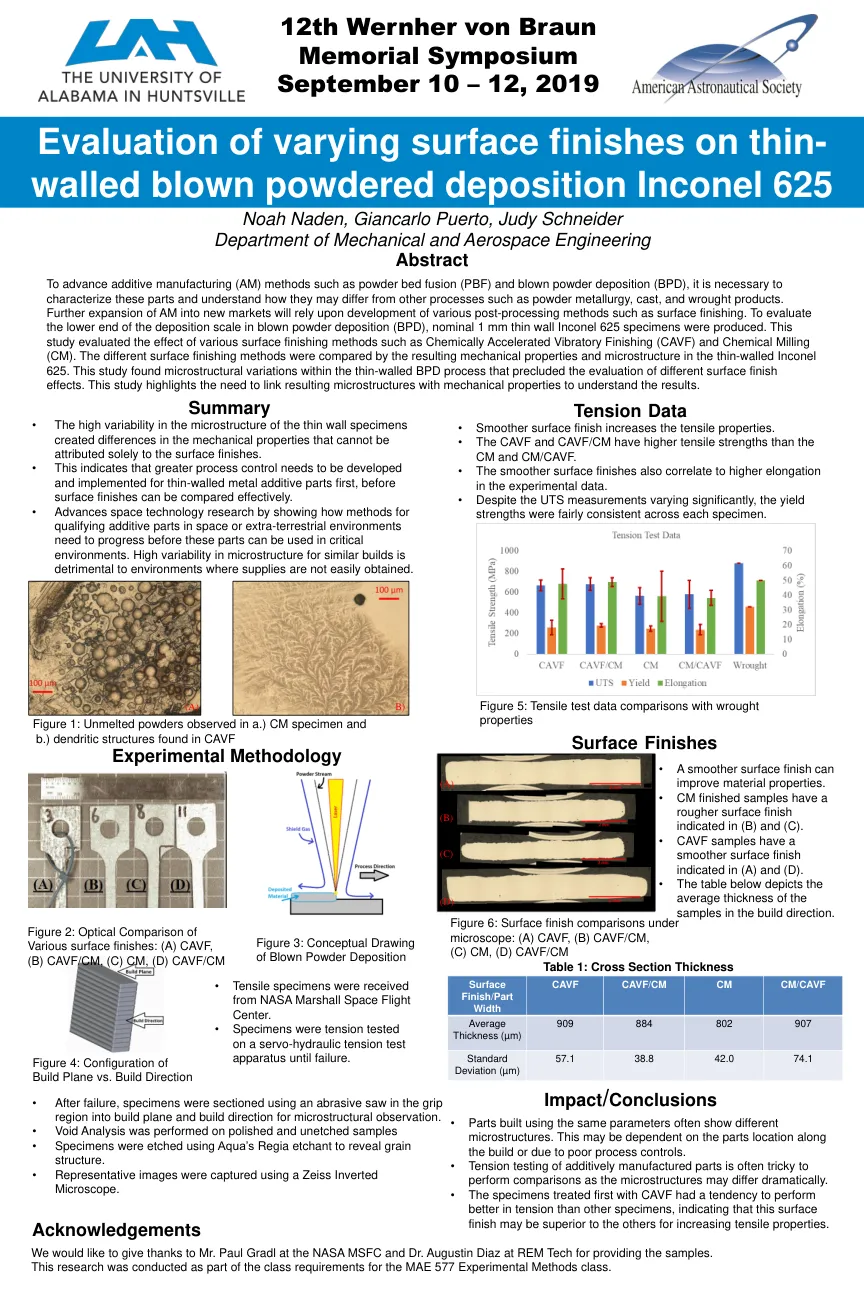
壁吹粉末沉积 Inconel 625
为了推进粉末床熔合 (PBF) 和吹粉沉积 (BPD) 等增材制造 (AM) 方法,有必要对这些部件进行特性分析,并了解它们与粉末冶金、铸造和锻造产品等其他工艺的不同之处。AM 进一步扩展到新市场将依赖于各种后处理方法的开发,例如表面处理。为了评估吹粉沉积 (BPD) 中沉积规模的下限,生产了公称 1 毫米薄壁 Inconel 625 样品。本研究评估了各种表面处理方法的效果,例如化学加速振动精加工 (CAVF) 和化学铣削 (CM)。通过对薄壁 Inconel 625 的机械性能和微观结构比较了不同的表面处理方法。本研究发现薄壁 BPD 工艺中的微观结构变化妨碍了对不同表面处理效果的评估。本研究强调需要将得到的微观结构与机械性能联系起来以理解结果。

使用带有各种外部压力控制的真空输液制造的薄壁聚合物复合零件质量
摘要:免疫疗法已成为针对头颈癌的有希望的新治疗方式,为靶向有效的癌症管理提供了潜力。鳞状细胞癌由于其侵略性和有限的治疗选择带来了重大挑战。常规疗法,例如手术,放射线和化学疗法通常的成功率通常会有限,并且可以产生明显的副作用。免疫疗法利用免疫系统识别和消除癌细胞的力量,因此代表了一种新的方法,具有改善患者预后的潜力。在头颈鳞状细胞癌(HNSCC)的管理中,重要贡献是通过免疫疗法做出的,包括适应性细胞疗法(ACT)和免疫检查点抑制剂治疗。在这篇评论中,我们专注于后者。免疫检查点抑制剂靶向蛋白质,例如程序性细胞死亡蛋白1(PD-1)和细胞毒性T-淋巴细胞相关蛋白4(CTLA-4),以增强针对癌细胞的免疫反应。CTLA-4抑制剂(例如ipilimumab和tremelimumab)已被批准用于早期临床试验,并在晚期HNSCC患者的肿瘤回归和持久反应方面表现出了有希望的结果。因此,免疫检查点抑制剂疗法有望克服常规疗法的局限性。然而,需要进一步的研究来优化治疗方案,识别预测性生物标志物并克服潜在的耐药机制。随着免疫疗法的持续进展,未来具有巨大的潜力,可以改变口腔肿瘤治疗的景观并为患者提供新的希望。

对金属添加剂制造制造的薄壁结构的高度相关几何参数的建模和优化
记录的版本:该预印本的一个版本于2023年11月9日在国际高级制造技术杂志上发布。请参阅https://doi.org/10.1007/s00170-023-12618-0。

激光粉末床熔合制造薄壁结构的翘曲分析与控制
摘要:薄壁结构因其在航空航天工程中用作轻型部件而备受关注。通过增材制造 (AM) 制造这些部件通常会产生不希望的翘曲,这是因为制造过程中会产生热应力,并且部件的结构刚度会降低。本研究的目的是分析激光粉末床熔合 (LPBF) 制造的几个薄壁部件的变形。进行实验以研究由 LPBF 制造的薄壁结构在几个开放和封闭形状中对不同设计参数(例如壁厚和部件高度)的翘曲敏感性。使用 3D 扫描仪测量平面外位移方面的残余变形。此外,首先校准内部有限元软件,然后使用它来增强原始设计,以尽量减少 LPBF 打印过程引起的翘曲。结果表明,开放的几何形状比封闭的几何形状更容易翘曲,并且垂直加强筋可以通过增加刚度来减轻部件翘曲。

热管理方法对ER 5356薄壁结构的几何和生产率的影响5356由电线 +弧添加剂制造
急性髓样白血病(AML)是一种克隆疾病,是由造血祖细胞中获得的体细胞突变引起的,导致分化失调和造血细胞的增殖[1,2]。积累的证据表明,许多基因组改变,例如染色体重排。基因扩增,缺失和突变对于AML分类至关重要[1-6]。此外,遗传病变的鉴定在AML患者的预后和治疗中起着越来越多的作用[1-4]。下一代测序(NGS)以及全基因组示例(WGS)最近已纳入临床实践,从而使AML患者的风险分层更好。实际上,NGS方法的常规使用已使超过90%的AML患者中一个或多个体细胞突变的鉴定[1-9]。最常见的突变基因包括NPM1,FLT3,DNMT3A,IDH1,IDH2,TET2,RUNX1,TP53,WT1,NRAS,NRAS和CEBPα。然而,在正常的核型AML中,遗传突变的预后预测性显性更为重要[4,10,11]。这些畸变可能有助于确定克隆优势的AML途径和可以帮助血液学家靶向精确医学疗法的转变[7-9]。在过去的几年中,人们对触发AML发展的分子像差以及新型分子生物学技术的使用增加了越来越多的了解,从而促进了针对驱动器基因突变的研究药物的发展[7-9]。基于这种考虑,可以考虑到识别“可药物”突变为使用新型靶向疗法铺平了道路[12]。本期癌症的特刊侧重于用于管理AML的新型诊断和治疗工具,其主要目的是提高我们在AML [10-17]领域的知识。二十年前,发现伊马替尼用于治疗慢性髓样白血病及其出色的活性,这对AML的有针对性疗法产生了类似的好处。在过去的几年中,已经提出了一些血液学恶性肿瘤在内的精确药物,包括急性白血病,在AML中已经确定了100多种不同的靶标,使其成为实验性临床研究的最佳候选者[18-22]。靶向FMS,例如酪氨酸激酶-3(FLT-3),已成为临床可作用突变的第一个例子,使其成为血液学家以及制药和生物技术公司开发新型药物的吸引力[23]。在过去的几年中,在临床试验中已经开发并测试了大量FLT-3靶向药物[24,25]。使用FLT-3靶向化合物的主要考虑因素与以下观点有关,即FLT3基因的内部串联复制(FLT3- ITD-MUT)表征了AML案例的显着数量(25-30%),并且代表了较差的预测因子,而较差的预测因素与增加的风险相关。在批准试验中,将中端龙添加到daunorubucine-和Celtarabine-基于基于daunorubucine的诱导疗法(所谓的“ 3 + 7”方案),从而显着改善了

BvBZR1 促进甜菜 (Beta vulgaris L.) 主根的薄壁细胞发育和蔗糖积累
抗油菜素唑(BZR)转录因子是油菜素内酯(BR)信号转导的关键元件,在调控植物生长发育中起重要作用。但关于BZR在甜菜主根生长中的分子调控机制知之甚少。在本研究中,外源BR处理显著诱导了BvBZR1的表达。过表达BvBZR1的转基因甜菜与野生型相比表现出更大的主根直径,这主要是由于通过增加薄壁细胞的大小和层数,形成层环之间的间距显著增加。BvBZR1调节BvCESA6、BvXTH33、BvFAD3和BvCEL1的表达,增强细胞壁代谢,促进甜菜主根在薄壁细胞中生长和每个形成层环的发育。此外,BvBZR1过表达显著增加了主根中蔗糖和可溶性糖的积累,这是由于它能够调控甜菜主根各形成层环和薄壁细胞中BvSPS和BvINV的表达,提高BvSPS、BvSS-S、BvSS-C和BvINV酶的活性所致。这些结果说明BvBZR1能够调控细胞壁和蔗糖代谢相关基因的表达,提高相应酶活性,促进各形成层环和薄壁细胞的发育,从而促进甜菜主根的生长发育。