XiaoMi-AI文件搜索系统
World File Search System装卸

报告智能装卸区至...
试点项目成功证明了路边可以数字化管理。为整个中心城、大学城和南街商业区生成了所有路边资产和法规的新数据集。更重要的是,它证明了数字工具可以实时向所有路边用户提供监管变化。最初选定部署的两个智能装卸区在该街区当地利益相关者的意见下必须移动,而这一变化仅需几分钟即可实施。最后,试点项目表明,手动执法效率极低,而基于摄像头或传感器的执法是确保大多数路边用户遵守公布法规的唯一方法。由于该项目的“试点”形式,所有运营必须在 4 月中旬期限结束前关闭。
集装箱装卸监测报告 | 2023–24 年
2017 年之前,码头工人的绝大部分收入来自航运公司。内部评论表明,码头工人并不认为他们能够提高对航运公司的收费以在短期内收回额外的成本增加。2017 年,迪拜环球港务集团向其董事会报告称,“在国内装备能力利用率超过 75-80% 之前,很难想象基本关税会上涨——预计这将发生在 2022-2024 年之间”。同样,一位码头工人在其财务业绩预测中列出了一系列“关键假设”之一,即码头价格将在 2017-18 年下降 7%,以“保留和延长现有客户合同以及由于航运公司的合并”。
集装箱装卸设备中的燃料电池技术
蓝色氢气是一种通过甲烷蒸汽重整或煤气化生产氢气的过程,但产生的碳被捕获和封存,而不是将其释放到大气中。因此,蓝色氢气的碳足迹取决于所用碳捕获技术的效率,通常认为最大的二氧化碳捕获率为 70% 至 95%。蓝色氢气生产尚未大规模实现,但预计在未来几十年全球绿色氢气产量预计增加的过程中,蓝色氢气将发挥重要的过渡作用(见下一章)。氢气生产还指定了几种其他颜色代码,其中“粉色”和“黄色”氢气分别表示由核能或电网电力驱动的电解。“棕色”或“黑色”氢气指的是通过煤气化生产的氢气,该过程的二氧化碳排放量极高,与绿色氢气截然相反。
2023 年装卸作业风险管理行为准则
例如,在船舶抵达码头或设施之前完成预先规划。装卸公司可在进行装卸作业之前向船舶提供安全信息和船舶检查清单。这使船长或其指定代表有机会与装卸公司合作,以确保工作区域对装卸工人来说是安全的,并向装卸工人提供有关船舶安全工作程序的信息。装卸公司在船舶抵达时进行船舶检查。任何安全问题都会传达给船长或主管。如果存在任何未解决的问题,装卸公司或其指定代表可能会与船长或其指定代表会面并合作,以尝试解决问题。

采用循环转移法解决一对一装卸问题策略
在本节中,我们提出了一种能够改进在第 1 阶段发现的具有 3D 负载约束的一对一 PDP 解决方案的方法。该方法基于循环转移理论和循环置换概念。根据文献 [32] 和 [47],我们概述了将用于进一步介绍循环转移理论的基本结果。在组合优化方法中使用循环转移时,求解过程分为两个阶段。在第一阶段,找到问题数据集到集群的初始划分(参见 [41]、[48]、[49])以搜索组合优化问题的初始解。初始划分可以根据问题的约束来确定,例如,根据路线问题 VRP 或 PDP 中的车辆数量来确定。使用组合优化问题的目标函数来估计初始解决方案的有效性。在循环转移理论的框架中,最小化的解决方案的成本被视为效率因素。第二阶段旨在利用循环转移的概念来改进初始解决方案。循环转移是对集群中某些选定元素的循环排列。从适当的集群中选择元素进行循环排列(形成循环转移)是一个不平凡的问题。
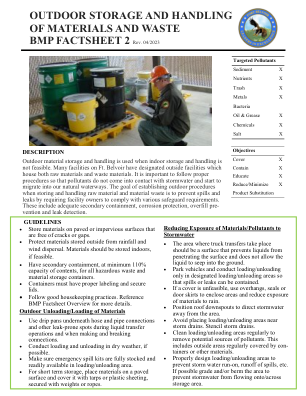
室外材料和废弃物的储存和处理 BMP 情况说明书 2 修订版 04/2023
· 卡车转运区域应为可防止液体渗透表面且不会让液体渗入地面的地面。· 仅在指定的装卸区停放车辆和进行装卸,以便控制溢出或泄漏。· 如果无法覆盖,请使用悬垂物、密封件或门裙来封闭区域并减少材料暴露在雨水中。· 放置屋顶落水管以将雨水引离该区域。· 避免将装卸区设在雨水沟附近。用模板覆盖雨水沟。· 定期清洁装卸区以去除潜在的污染源。这包括经常被集装箱或其他材料覆盖的外部区域。· 正确设计装卸区以防止雨水径流、溢出物径流等。如果可能,对该区域进行平整和/或修筑护堤以防止雨水流入/流过储存区。
内利斯空军基地支援请求
飞机供应支持(必须与内利斯支持中心建立供应账户)住宿支持(针对 LFE)货物处理(飞机的接收、装载和卸载)热货装卸飞机海关清关(如果 KLVS 是从美国境外抵达的第一个目的地,则为货物或乘客)国际垃圾/管制垃圾清除(如果 KLVS 是从美国境外抵达的第一个目的地)进出地面货运(装卸码头用于装卸单位货物)进出地面货运(固定卡车,进出)地面运输(例如从 Harry Reid 接乘客、机组人员接送)
产品和工艺设计中的操作层次
操作标准化。操作标准化的目的是减少生产不同部件所需的操作数量。这也会减少所需工具和设备的数量。每台机器的操作类型的减少会减少单台机器的设置时间,从而最大限度地提高运行时间与空闲时间的比率。为了便于标准化组件和操作,工程师应使用标准组件并系统地查阅机械手册,这些手册是工程选择的参考[11]。设置时间分析。减少设置时间对于解决严重影响生产过程灵活性的问题至关重要。应用 Shingo 的 SMED(单分钟模具更换[12])方法,丰田将压力机的设置时间从几个小时缩短到几分钟。较低的设置时间是实现有效重复制造流程的必要条件,也是实现 2 级和 3 级目标的主要因素之一。装卸时间分析。减少装卸时间(在自动化工厂中指码垛和卸垛时间)旨在最大限度地提高运行时间与装卸时间之间的比率。减少这些时间的措施与工件几何形状、所用夹具和自动装卸设备有关。柔性制造系统 (FMS) 的装卸时间减少可以减少操作员数量并影响托盘传送带的大小。更一般地说,通过使用自动装载机减少通用机床上装卸时间的措施不得导致设置时间增加,否则会降低机器的灵活性。防错装置。防错装置,字面意思是万无一失的装置,旨在避免人为错误,从而提高工作质量和安全性。防错装置的许多应用示例都出现在混合型号生产线中,在这些生产线中,交替使用不同的型号可能会导致频繁的装配错误。
产品和工艺设计中的操作层次
级别 1 — 操作标准化。操作标准化的目的是减少生产不同部件所需的操作数量。这也会减少所需的工具数量和设备数量。每台机器的操作类型减少会减少单台机器的设置时间,从而最大限度地提高运行时间与空闲时间的比率。为了促进标准化组件和操作的任务,工程师应使用标准组件并系统地查阅机械加工手册,这些手册是工程选择的参考[11]。设置时间分析。减少设置时间对于解决严重影响生产过程灵活性的问题至关重要。应用 Shingo 的 SMED(单分钟模具更换[12])方法,丰田得以将压力机的设置时间从几个小时缩短到几分钟。较短的设置时间是实现有效重复制造流程的必要条件,也是实现 2 级和 3 级目标的主要因素之一。装卸时间分析。减少装卸时间(在自动化工厂中指码垛和卸垛时间),旨在最大限度地提高运行时间与装卸时间之间的比率。减少这些时间的措施与工件几何形状、所用夹具和自动装卸设备有关。柔性制造系统 (FMS) 的装卸时间减少可减少操作员数量,并影响托盘传送带的尺寸。更一般地说,旨在减少通用机床上装卸时间的操作(通过使用自动装载机实现)不得导致设置时间增加,否则会降低机器的灵活性。防错装置。防错装置,字面意思是万无一失的装置,旨在避免人为错误,从而提高工作质量和安全性。在混合型号生产线中可以找到许多防错装置的应用示例,其中交替使用不同的型号可能会导致频繁的装配错误。