XiaoMi-AI文件搜索系统
World File Search System锻造
锻造前沿战略PL AN 2 0 2 4-牛头犬
前两次调查:从2023年2月中旬开始,一直持续到2023年,委员会向利益相关者发送了三项调查。调查的接受者包括以下组:所有SWOSU员工;所有Swosu教师;学生代表的代表横截面,包括学生政府协会代表的成员;社区成员的代表横截面;和校友的代表性横截面。前两项调查包括以下内容:第一次调查:对当前战略计划和建议的分析,然后由执行委员会和机构研究对调查结果进行数据分析。第二次调查:对学生,教职员工和员工的价值调查。此请求的受访者选择与Swosu关联的所有价值单词。这是执行委员会和机构研究对调查结果的数据分析。
锻造未来:制造增长及其对北美工业市场的影响
最近,与大流行有关的供应链中断和中国与美国之间持续的贸易紧张局势的经验使及时的物流和庞大的全球供应链对制造商的吸引力比以往任何时候都没有吸引力。与这一转变相吻合,美国联邦政府为与电气化,绿色能源和具有战略意义的技术相关的行业创造了大量新的激励措施,以定位美国的新制造设施,并正在投资基础设施,以支持扩大国家工业能力。制造商通过宣布在全国范围内的新工厂进行投资,对这些激励措施做出了回应,随着制造业建设加速和新的仓库和分销项目的速度,改造了工业房地产市场。同时,公司还投资于墨西哥和加拿大的新制造设施,以提高其供应链的速度和可靠性。
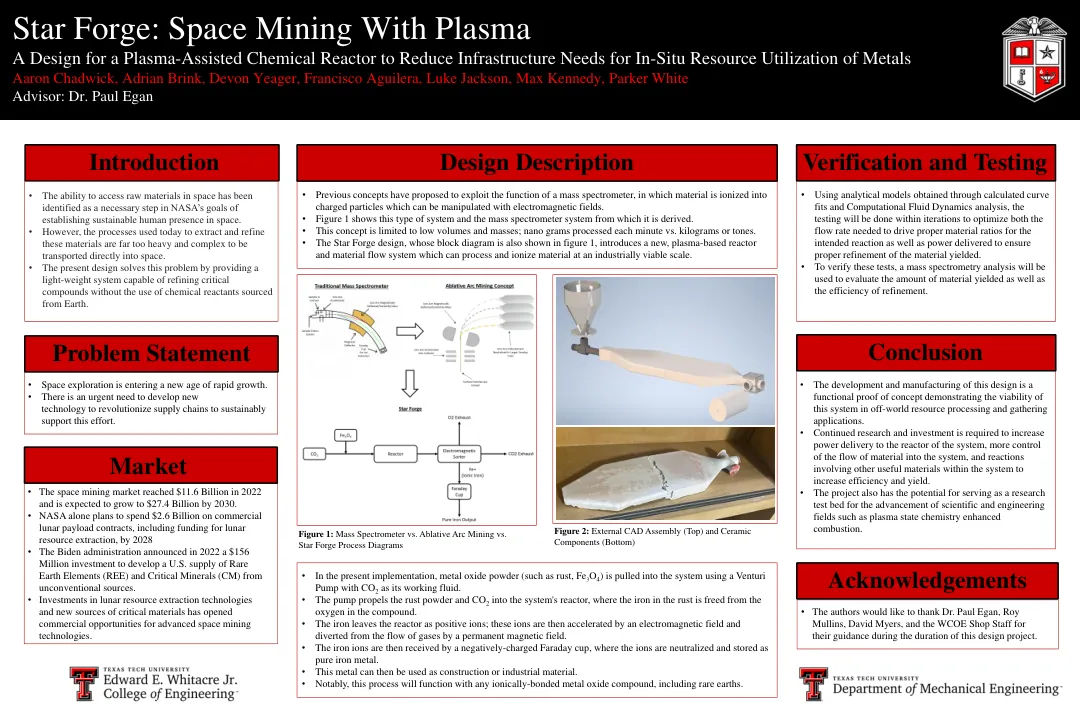
星际锻造:利用等离子进行太空采矿
• 在本实施例中,使用以 CO 2 为工作流体的文丘里泵将金属氧化物粉末(如铁锈、Fe 3 O 4 )吸入系统。 • 泵将铁锈粉末和 CO 2 推进系统的反应器,在那里铁锈中的铁与化合物中的氧分离。 • 铁以正离子的形式离开反应器;这些离子随后被电磁场加速,并通过永磁场从气流中转移。 • 然后铁离子被带负电的法拉第杯接收,在那里离子被中和并以纯铁金属的形式储存。 • 然后这种金属可以用作建筑或工业材料。 • 值得注意的是,该过程适用于任何离子键合的金属氧化物化合物,包括稀土元素。

值得尊敬的技术驱动型锻造公司实现……
Anchor Harvey 原名为 Harvey Metal Corporation,由 Harold B. Harvey 于 1923 年在伊利诺斯州芝加哥创立。第一次世界大战结束后的几年里,国防工业对开发黄铜和铝锻件的新型商业技术越来越感兴趣。Harvey Metal Corporation 迅速采取行动,重新构想军械(枪支或火炮)的锻造工艺,开发出一种新型热压锻造,消除了当时其他工艺生产的部件中的孔隙度和固有缺陷。在 20 世纪 30 年代和 40 年代,该公司迅速因其创新工艺而闻名,并开始生产当时蓬勃发展的汽车行业中使用的第一批锻造部件。他们因在航空市场铝锻件的开拓性开发中所做的工作而获得了进一步的赞誉。 Chicago Extruded Metals 于 1950 年收购了 Harvey Metal Corporation。新东家后来将 Harvey Metal 与其位于伊利诺伊州艾迪森的 Anchor Screw Products 部门合并,当时公司正式更名为 Anchor Harvey。1978 年,Anchor Harvey 迁至伊利诺伊州弗里波特,公司目前就在那里运营。多年来,公司不断扩张,目前为国内外众多行业提供服务。Lefaivre 表示:“自成立之初,我们就为国防、航空和汽车行业提供顶级锻件,并且不断发展壮大。目前,我们还为医疗、赛车运动、射箭、安全和建筑行业提供锻造铝部件,此外还有丰富的

AM与锻造Ti6Al4V板材激光对接焊接头特性研究
摘要 钛合金Ti6Al4V具有强度高、耐腐蚀性能好等优点,被广泛应用于医疗、汽车、航空航天等行业。另一方面,增材制造(AM)技术可以给予产品设计的自由度。为了推广AMed产品,需要将AMed与锻造产品连接起来,了解接头特性非常重要。本研究在氩气保护下用光纤激光器对Ti6Al4V板进行对接焊,并实验研究了激光焊接锻造/锻造、AMed/AMed、AMed/锻造Ti6Al4V板的接头特性。AMed板的抗拉强度高于锻造板,但AMed板的伸长率较小,这是因为AM工艺中AMed板在激光辐照过程中由于快速冷却而产生α'马氏体。然后,AMed/AMed板的激光焊接接头具有较高的抗拉强度,但伸长率小于锻造/锻造板。强化/锻造钢板的焊接接头表现出良好的焊接状态,因为较小的热输入导致锻造钢板和强化钢板之间形成较小且硬度较高的焊道。
试样几何形状对铸造和锻造钛基和镍基合金疲劳裂纹扩展速率的影响
假设线性弹性断裂力学,无论机体几何形状如何,具有相同应力强度因子的两个裂纹将以相同的速率扩展。然而,在 GKN Aerospace,对铸件制成的 C(T) 和 Kb 试样进行疲劳裂纹扩展试验的结果显示,疲劳裂纹扩展速率存在明显差异,其中 Kb 试样中的裂纹扩展速度快于 C(T) 试样中的裂纹。已经研究并量化了这些观察到的差异。对于疲劳裂纹扩展试验,在 R = 0 的脉动拉伸下加载的开裂 Kb 试样的裂纹扩展速度比 C(T) 试样中的裂纹快 3.6 倍,这是在所有试验温度下和材料 Ti-64、Ti-6242 和 IN-718 的平均值。已经使用锻造的 Ti-64 和 IN-718 制成的 C(T) 试样进行了新的疲劳裂纹扩展试验,并将其与锻件制成的 Kb 试样的疲劳裂纹扩展速度进行了比较。发现锻件制成的 Kb 和 C(T) 试样的疲劳裂纹扩展速率差异非常小。
试样几何形状对铸造和锻造钛基和镍基合金疲劳裂纹扩展速率的影响
假设线性弹性断裂力学,无论物体的几何形状如何,具有相同应力强度因子的两个裂纹将以相同的速率扩展。然而,在 GKN Aerospace,对铸件制成的 C(T) 和 Kb 试样进行疲劳裂纹扩展测试的结果显示,疲劳裂纹扩展速率存在明显差异,其中 Kb 试样中的裂纹比 C(T) 试样中的裂纹扩展得更快。这些观察到的差异已经过研究和量化。对于疲劳裂纹扩展测试,在 R = 0 的脉动拉伸下加载的破裂 Kb 试样的裂纹扩展速度是 C(T) 试样中裂纹的 3.6 倍,在所有测试温度和材料 Ti-64、Ti-6242 和 IN-718 上取平均值。使用锻造的 Ti-64 和 IN-718 制成的 C(T) 样品进行了新的疲劳裂纹扩展测试,并与锻件制成的 Kb 样品的疲劳裂纹扩展率进行了比较。发现锻件制成的 Kb 和 C(T) 样品之间的疲劳裂纹扩展率差异非常小。


激光冲击锻造——一种旨在控制激光金属沉积中残余应力的新型原位方法
该类方法相对于LSP或“3D LSP”的不同之处在于,通过调整两束激光之间的距离,激光冲击喷丸可以作用于材料温度冷却到锻造温度范围(通常为800 ℃-1250 ℃)的区域,就像锤子锻造刚被扫描激光束沉积的金属一样。在锻造温度范围内,材料容易屈服,可以诱发较大的拉伸塑性应变。此外,它是一种原位和非接触式强化方法,相比之下,LSP或“3D LSP”不是原位的,需要仔细重新调整构建的部件,而超声波振动需要接触焊接道次,这不适合AM工艺。