XiaoMi-AI文件搜索系统
World File Search System零件的

qtr_01 - 波音
技术人员可以确定零件是否可修复以及哪家修理厂负责维修。可以加入警报,例如,通知供应链可修复零件已被移除并正在运往修理厂。在开发 RFID 集成解决方案时,波音公司发现一家航空公司某些可修复零件的平均交货时间为 431 天。重新设计的流程使零件只需 12 天即可完成供应链运输,缩短了 97%。在分析过程中,一家航空公司在队列中发现了 87 个相同零件的实例 — — 并且实际上订购了三个新的替换零件,却没有意识到它已经有 87 个可修复零件可用。
qtr_01 - 波音
技术人员可以确定零件是否可修复以及哪家修理厂负责维修。可以加入警报,例如,通知供应链可修复零件已被移除并正在运往修理厂。在开发 RFID 集成解决方案时,波音公司发现一家航空公司某些可修复零件的平均交货时间为 431 天。重新设计的流程使零件只需 12 天即可完成供应链运输,缩短了 97%。在分析过程中,一家航空公司在队列中发现了 87 个相同零件的实例 — — 并且实际上订购了三个新的替换零件,却没有意识到它已经有 87 个可修复零件可用。

特刊:3D打印的科学技术
添加剂制造,通常称为三维印刷(3D打印),正成为一种越来越流行的方法,用于制造使用传统制造工艺制造的组件。它可以直接从3D设计中启用复杂零件的一步制造。3D打印零件现在定期用于医疗,航空航天,汽车,能源,海洋和消费产品行业[1]。印刷零件的示例包括患者特定的,定制的医疗植入物;航空发动机组件;具有复杂,复杂的特征和内部渠道的零件;晶格结构;以及具有特异性化学成分,微观结构和特性的材料[2]。这些部分是使用金属合金,聚合物,陶瓷和复合材料打印的。但是,金属和金属合金的打印是开发最快的场地,因为其应用,需求和打印独特的功能部分的能力。取决于零件的材料,几何形状和复杂性,可以采用几个3D打印过程[2]。例如,通常使用用于打印金属零件,粉末床融合和定向能量沉积过程。电源粉末的薄层使用高能激光,电子束或电弧熔化,该激光器,电子束或电弧在固体后形成零件。同样,行业中使用了几个过程来打印带有聚合物,陶瓷和复合材料的零件。3D打印过程的几个科学和技术方面的理解很差[1]。例如,金属印刷涉及快速熔化,传热,液态金属的对流流,固化和冷却,所有这些都会影响零件的几何形状,微结构和特性[2]。取决于打印过程,材料和进程条件,冷却速率,温度梯度和固化生长速率可能会发生显着变化,这可以产生各种谷物结构,形态质量和纹理。打印的部分通常患有缺陷,例如孔隙率和破裂,从而降低了组件的机械性能,质量和可维护性。此外,过程计划和控制以提高生产率而不影响零件质量是一项艰巨的任务。所讨论的所有科学和技术问题都会影响印刷零件的成本和市场渗透。正在全球进行研发项目,以更好地了解3D打印的科学和技术,以以具有成本效益且较稳定的方式制作高质量的零件。本期特刊包括对全球领先组织的3D印刷的当代,独特和有影响力的研究。

铝合金的电弧弧添加剂中的孔隙率
线弧添加剂制造是一种近网状处理技术,可允许对大型和定制的金属零件的成本效益。在电弧添加剂制造中处理铝的处理非常具有挑战性,尤其是在孔隙率方面。在目前的工作中,研究了AW4043/ALSI5(wt%)的线弧添加剂制造中的孔隙行为,并开发了后处理方法。已经观察到,随着屏蔽气体流量的增加,铝零件的孔隙率也增加了,由于熔体池通过强制对流迅速固化而增加。更高的对流率似乎限制了气体夹杂物的逃脱。此外,从熔体池逸出的气体夹杂物在每个沉积层的表面上留出空腔。过程摄像机成像用于监测这些空腔以形成有关部分孔隙率的形成。观测值是由计算流体动力学模拟支持的,这些模拟表明,气流与线弧添加剂制造制造的铝制零件的孔隙率相关。由于较低的气体流速导致对流冷却的减少,因此熔体池在更长的时间内保持液体,从而使孔逸出更长的时间,从而降低了孔隙度。基于这些调查,提出了一种监视方法。
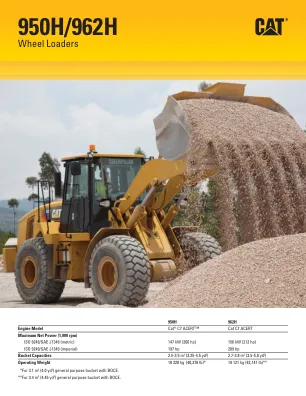
950H/962H 轮式装载机规格 AEHQ6844-00
知名 Cat 经销商支持 从帮助您选择合适的机器到提供专业支持,Cat 经销商在销售和服务方面提供最佳服务。通过定期油样分析 (S·O·S) 或综合客户支持协议等预防性维护计划管理成本。凭借一流的零件供应保持生产力。Cat 经销商甚至可以帮助您进行操作员培训,以帮助提高您的利润。当需要重建机器时,您的 Cat 经销商可以通过正品 Cat Reman 零件帮助您节省更多费用,这些零件具有与新零件相同的可靠性和保修,但动力传动系和液压零件的价格仅为新零件的 40% 到 70%。