XiaoMi-AI文件搜索系统
World File Search System切削力

材料
摘要:由于切削力过大、表面完整性低和刀具磨损,通过传统金属切削工艺加工用于骨科植入物的钛合金 (Ti6Al4V) 具有挑战性。为了克服这些困难并确保高质量的产品,各行各业都采用线切割电火花加工 (WEDM) 来精确加工形状复杂的钛合金。目标是使用 Box-Behnken 设计 (BBD) 和非支配排序遗传算法 II (NSGA II) 使 WEDM 加工参数尽可能高效地加工生物相容性合金 Ti6Al4V。创建了一个二次数学模型来表示生产率和质量因子 (MRR 和表面粗糙度),输入参数包括不同的输入参数,例如脉冲有效 (T on) 时间、脉冲无效 (T off) 时间、峰值幅度 (A) 电流和施加的伺服 (V) 电压。建立的回归模型和相关的预测图提供了一种可靠的方法来预测工艺变量如何影响两个响应,即 MRR 和 SR。研究了四个工艺变量对两种响应的影响,结果表明脉冲持续时间和电压对材料去除率 (MRR) 有重大影响,而脉冲持续时间则影响质量 (SR)。当包含重要的工艺因素时,MRR 和 SR 之间的权衡强调了对可靠的多目标优化方法的需求。利用名为非支配排序遗传算法 II (NSGA II) 的智能元启发式优化方法提供帕累托最优解,以实现高材料去除率 (MRR) 和低表面粗糙度 (SR)。
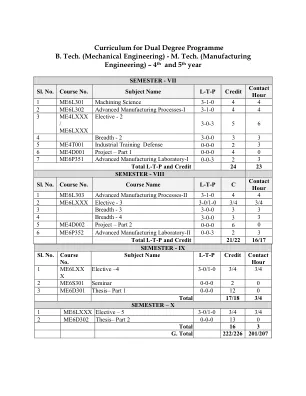
技术硕士(制造工程)- 4 年级和 5 年级
本课程的主要目标是使学生能够利用塑性和剪切原理分析传统加工过程,同时考虑速度、进给和切削深度、刀具几何形状、材料和冷却液的使用等工艺参数。 学生将能够通过基于物理定律的模型分析传统加工的机械和热方面。 他们还将了解刀具磨损的类型及其对工艺性能的影响以及克服这些问题的技术。 课程内容: 切削刀具的几何形状:不同参考系统中的车削、铣削和钻削;单点刀具、钻头和铣刀的切屑形成机制;断屑器;切削力的估算:理论和实验测定;斜切削:切屑流的方向,斜切削的 Merchant 解决方案;加工中的发热源,切削温度的测量和建模,切削液及其特性;切削刀具:基本特性和各种刀具材料,刀具磨损和失效的机制;加工过程的经济学;加工中的振动和颤动及其补救措施;表面粗糙度和表面完整性,用于评估表面完整性的特征;磨削:切屑形成机制;力和比能的建模;温度测量和热建模;以及机械加工、磨削中残余应力的评估;测量仪器和技术。推荐书籍:《金属切削:理论与实践》,A Bhattacharyya 著,New central book agency 出版,2010 年《金属切削原理》,MC Saw 著,牛津大学出版社出版,2002 年《机械加工与机床》,AB Chattopadhyay 著,Wiley India 出版,2011 年《机械加工与机床基础》,Boothryd 和 Knight 著,第 2 版,Markel Dekker Inc 出版,1989 年《机械加工过程基础:传统和非传统》,Hassan Abdel-Gawad El-Hofy 著,CRC Press 出版,2006 年。《制造过程》,JP Kaushish 著,PHI Learning 出版,2010 年《制造过程 1:切削》,Fritz Klocke 著,Aaron Kuchle Springer 出版,2011 年