XiaoMi-AI文件搜索系统
World File Search System抛光
Firestar Diamond, Inc.,等,1 债务人。第 11 章案件编号
2.设立、实施、购买、建立和运营制造、加工、劈开、锯切、切割、抛光、加工、压痕、分类、模型制作、冲压、抛光的单位。准备、镶嵌、装饰、精炼、上釉和购买。销售、进口、出口、供应、分销镶嵌有钻石的金、铂金、银、铜、黄铜及其合金和其他金属的镶嵌珠宝;珍珠、合成宝石、宝石和半宝石,仅在圣克鲁斯电子和出口加工区经济特区或任何其他出口加工区(无论是在印度还是其他地方)销售,并实施此类项目,无论该项目是否由圣克鲁斯电子出口加工区或任何其他机构批准给公司或其他企业。
009-46 日期:2023年10月1日 类别:II 1. 范围:1.1 Ti
NAVSEA 标准项目 FY-25 项目编号:009-46 日期:2023 年 10 月 1 日 类别:II 1. 范围:1.1 标题:合成和金属阀座蝶阀;修理 2. 参考:2.1 S9086-RJ-STM-010/CH-504,压力、温度和其他机械和机电测量仪器 3. 要求:3.1 给每个阀门部件做匹配标记。3.2 拆卸、清洁每个内外表面,清除异物(包括油漆),检查每个部件是否有缺陷。3.3 按如下方式修理阀门:3.3.1 抛光阀杆以去除凸起的边缘和异物。3.3.2 凿孔并攻丝暴露的螺纹区域。 3.3.3 对金属对金属阀座和阀瓣进行机加工、研磨或搭接和点焊,以获得等于或低于 3.5.5 中允许的泄漏率。3.3.4 抛光合成阀座阀门的阀座表面,去除高点、刻痕和毛刺。3.4 组装阀门,安装新的每个衬套、每个 O 形环、每个 V 形环、每个阀衬套、每个阀座组件、每个垫圈、每个销钉和每个紧固件(对于 3.2 中拆下的),并按照制造商的规格或说明进行操作。3.5 对阀门进行水压试验,如下所示:3.5.1 水压试验设备必须具备以下功能:3.5.1.1 手动过压保护释放阀。3.5.1.2 自启动和复位泄压阀,其设定点不超过测试压力以上 100 PSIG 或测试压力以上 10%,以较小者为准。

技术领域分类 - Eureka Network
清洁(喷砂、刷涂) 涂层 干燥 侵蚀、去除(电火花侵蚀、火焰切割、激光等) 成型(轧制、锻造、压制、拉伸) 硬化、热处理 连接技术(铆接、螺丝拧紧、胶合) 连接(钎焊、焊接、粘接) 机床 加工(车削、钻孔、成型、刨削、切割) 精加工(研磨、研磨) 混合(粉末等)、分离(分选、过滤) 成型、注塑、烧结 挤压 表面处理(涂漆、镀锌、抛光、CVD等) 微工程和纳米工程 微加工、纳米加工 微组装、纳米组装 微定位、纳米定位 过程控制和物流

社区空间彰显豪华住宅装饰
优雅瓷砖:地板和墙壁上铺有豪华的 12x24 瓷砖,外观精致。欧式玻璃淋浴门:现代玻璃门,打造时尚、开放式淋浴。石英台面:耐用的人造石英石,外观高档。设计师灯具:黑色壁灯和现代筒灯,营造优雅氛围。高级水龙头装置:拉丝镍或鲜艳的钛合金水龙头,打造现代美感。定制橱柜:豪华棕色层压橱柜,带缓冲关闭功能和抛光手指拉手。背光镜:顶层公寓内设有专属背光镜。实心门:白色隔音门,可增强隐私。
规格
更多信息: - 准备进行轨道焊接的管道和配件(根据 Dockweiler 指南 Doc.8.3-9/7)。 - 1/8“ 管道的 Ra 值可能有所不同。 - 管道采用 90° 切口(根据 Dockweiler 指南 Doc.8.3-9/7)。 - 可根据要求提供其他指定的表面或饰面。 - 成型件冷弯区域(内、外表面)及环向焊缝表面的Ra值未定义。对于 OD < 1/4“ (6.35 毫米) 的尺寸,粗糙度未定义。 - 符合 CGA G-4.1-2018 和 ASTM G93 - A 级标准,不含油和油脂。 - 符合 Dockweiler 指南 Doc 的电解抛光工艺。 8.4-40/3.1/3.3.1 - 洁净室清洁和包装(ISO 4 级/联邦 10 级)

Hui Hao Fogelman商业与经济学学院... comp 4745/6745机器学习秋季2024Hui Hao Fogelman商业与经济学学院...comp 4745/6745机器学习秋季2024
3。在课程分配中使用生成型AI:您不能以任何方式使用生成AI工具(例如Chatgpt)来编写您的项目报告或代码。学习基本技能时,您需要确保掌握基础知识。如果怀疑作者身份,可能会要求您解释代码或重新创建代码的各个方面 - 您必须表明您已经掌握了基础知识。您可以使用生成AI来抛光您的写作或调试代码,但是请注意生成的AI工具会出现错误,并且您有责任确保工作的正确性。您可能会将生成的AI工具视为可能需要检查的工作的易用合作伙伴。
已公布异议商标 - 美国专利商标局
材料处理,即磨蚀和磁化性质的金属处理;铸造服务、冶金服务、锅炉制造、钢材定制制造和生产、金属熔炼和铸造服务、金属连铸服务、铝和铜压挤;在轧制领域通过焊接将金属带端对端连接、镀铬、金属铸造服务;金属的酸洗、焊接、镀锡、轧制、压平、切割和刨削;锻造工程、金属镀锌、金属镀层、电镀、金属涂层、金属淬火硬化、金属抛光、金属焊接、金属硫化、组装第三方订购的产品、提供材料和金属处理领域的信息(美国 CLS. 100、103 和 106)。
管道、配件和连接件
更多信息: - 准备进行轨道焊接的管道和配件(根据 Dockweiler 指南 Doc.8.3-9/7)。 - 1/8“ 管道的 Ra 值可能有所不同。 - 管道采用 90° 切口(根据 Dockweiler 指南 Doc.8.3-9/7)。 - 可根据要求提供其他指定的表面或饰面。 - 成型件冷弯区域(内、外表面)及环向焊缝表面的Ra值未定义。对于 OD < 1/4“ (6.35 毫米) 的尺寸,粗糙度未定义。 - 符合 CGA G-4.1-2018 和 ASTM G93 - A 级标准,不含油和油脂。 - 符合 Dockweiler 指南 Doc 的电解抛光工艺。 8.4-40/3.1/3.3.1 - 洁净室清洁和包装(ISO 4 级/联邦 10 级)
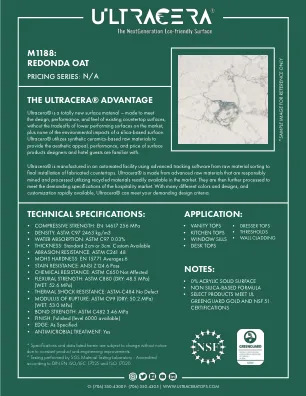
应用:注释:M1188:REDONDA OAT
• 抗压强度:EN 14617 256 MPa • 密度:ASTM C97 2463 kg/m3 • 吸水率:ASTM C97 0.03% • 厚度:标准 2cm 或 3cm。可定制 • 耐磨性:ASTM C241 48 • 莫氏硬度:EN 15771 平均值 6 • 抗污性:ANSI Z124.6 通过 • 耐化学性:ASTM C650 不受影响 • 抗弯强度:ASTM C880(干燥:48.5 MPa)(湿润:52.6 MPa) • 抗热震性:ASTM-C484 无缺陷 • 断裂模量:ASTM C99(干燥:50.2 MPa)(湿润:53.0 MPa) • 粘结强度:ASTM C482 3.46 MPa • 表面处理:抛光(6000 级可用) • 边缘:按规定 • 抗菌处理:是