XiaoMi-AI文件搜索系统
World File Search System机械加工
电线制造的钢板的疲劳测试和分析
电线定向能量沉积(DED),也称为电线 - 弧形添加剂制造(WAAM),是一种金属3D打印技术,以其高效率,成本效益,构建量表的灵活性以及对建筑行业的适用性而闻名。但是,仍然缺乏有关WAAM元素结构性表现的基本数据,尤其是关于其疲劳行为的基本数据。因此,已经进行了对WAAM钢板疲劳行为的全面实验研究,并在此报告。在几何,机械和微观结构表征之后,在单轴高周期疲劳载荷下测试了一系列WAAM优惠券。已经进行了涵盖各种应力范围和应力比(r = 0.1、0.2、0.3和0.4)的正式和加工息票的75次疲劳测试。数值模拟也研究了由其表面起伏引起的局部应力浓度。使用恒定寿命图(CLD)和S -n(应激寿命)di agrams分析疲劳测试结果,该结果基于标称和局部应力。CLDS表明,未建造的WAAM钢的疲劳强度对不同的应力比相对不敏感。S -n图显示,相对于机械加工材料,在疲劳耐力限制的疲劳耐力极限中,表面起伏的降低约为35%,在同一负载水平下疲劳寿命减少了约60%。还为WAAM钢提出了基于标称应力的初步压力和基于局部应力的S-N曲线。表明,AS建造和加工的WAAM优惠券分别表现出与常规钢对接焊缝和S355结构钢板的相似疲劳行为。
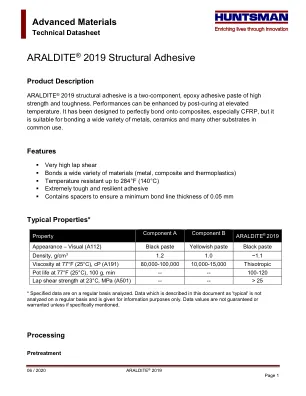
ARALDITE® 2019 结构胶
树脂和硬化剂应充分混合,直至形成均匀的混合物。ARALDITE ® 2019 以带有混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型粘合剂涂抹。粘合剂的应用用抹刀将树脂/硬化剂混合物涂抹在预处理过的干燥接头表面。0.05 至 0.10 毫米厚的粘合剂层通常可使接头获得最大的搭接剪切强度。如果可能,应在两种基材上都涂抹粘合剂,并且在涂抹粘合剂后立即组装和夹紧接头组件。对于粘合线厚度低于 0.5 毫米的粘合剂,必须在涂抹粘合剂后 60 分钟内组装组件,对于粘合线厚度较大的粘合剂,必须在涂抹粘合剂后 30 分钟内组装组件。整个接头区域的均匀接触压力将确保最佳固化。机械加工专业公司已经开发出计量、混合和摊铺设备,可实现粘合剂的批量加工。我们很乐意为客户提供建议,帮助他们选择适合其特定需求的设备。设备维护所有工具都应在粘合剂残留物固化之前进行清洁。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作人员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。
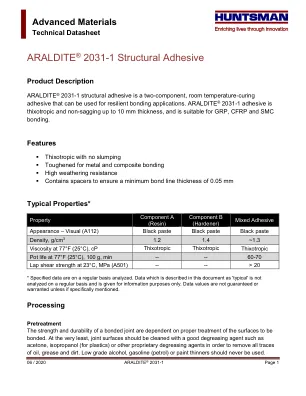
araldite®2031-1结构粘合剂
按重量零件按体积组件A(树脂)100 100组件B(硬化器)120 100乘积零件零件,将树脂和硬化剂混合在一起,直到它们形成均匀的混合物为止。araldite®2031-1也可以在混合搅拌机的墨盒中获得,可以用作粘合剂,借助亨斯曼高级材料粘合剂推荐的工具使用粘合剂,将树脂/硬质混合物与刮刀一起涂在预处理和干燥的关节表面上。一层粘合剂0.05至0.10 mm厚通常会赋予关节最大的剪切强度。粘合剂包含间隔物,以确保最小键线厚度为0.05 mm。使用粘合剂后应立即组装并夹紧关节组件。整个关节区域的均匀接触压力将确保最佳治疗。有关表面准备和预处理,粘合关节设计以及双注射器分配系统的更详细说明,请访问www.aralditeadhesives.com。机械加工专家公司已经开发了计量,混合和传播设备,以实现胶粘剂的大量处理。我们将很高兴为客户选择设备的特定需求提供建议。设备维护所有工具应在粘合剂残留物有时间治愈之前清洁所有工具。去除固化残基是一个困难且耗时的操作。如果使用丙酮等溶剂进行清洁,则操作剂应采取适当的预防措施,此外,还应避免皮肤和眼神交流。治愈时间达到最小剪切强度

机械工程系
1 MEC201 机械运动学 3-0-0 理论 2 MEC202 流体力学 3-0-0 理论 3 MEC203 应用热力学 3-0-0 理论 4 MEC204 应用力学实验室 0-0-2 实践 5 MEC205 热力学与流体力学实验室 0-0-2 实践 6 MEC206 流体机械 3-0-0 理论 7 MEC207 机械动力学 3-0-0 理论 8 MEC208 传热与传质 3-0-0 理论 9 MEC209 生产技术 3-0-0 理论 10 MEC210 传热与流体机械实验室 0-0-2 实践 11 MEC211 机械动力学与实体建模实验室 0-0-2 实践 12 MEC301 机械设计 3-0-0 理论 13 MEC302 机械加工与机床 3-0-0 理论 14 MEC303 高级固体力学 3-0-0 理论 15 MEC304 生产技术实验室 0-0-2 实践 16 MEC305 机械设计实验室 0-0-3 实践 17 MEC306 计算机辅助制造 3-0-0 理论 18 MEC307 内燃机与燃气轮机 3-0-0 理论 19 MEC308 计算机辅助制造实验室 0-0-2 实践 20 MEC309 热能与制冷实验室 0-0-2 实践 21 MEC401 项目 - I 0-0-0 (6) 非接触 22 MEC402 项目 - II 0-0-0 (6) 非接触 23 MEC500 弹性理论 3-0-0 理论 24 MEC501机械振动 3-0-0 理论 25 MEC502 数值方法 3-0-0 理论 26 MEC507 不可压缩和可压缩流 3-0-0 理论 27 MEC508 高级传热 3-0-0 理论 28 MEC509 机械工程实验室 - I 0-0-3 实践 29 MEC510 机械工程实验室 - II 0-0-3 实践 30 MEC514 机械加工进展 3-0-0 理论 31 MEC516 非常规制造工艺 3-0-0 理论 32 MEC591 研究方法与统计学 3-0-0 理论 33 MEC594 科学计算基础 3-0-0 理论 34 MEC597 论文 0-0-0 (36) 非接触 35 MEC598 论文 0-0-0 (18)非接触式 36 MEC599 论文 0-0-0(S/X)旁听 37 MES401 实习 0-0-0(S/X)旁听 38 MMC201 制造技术 3-0-0 理论 39 MMC202 机械理论 3-1-0 理论 40 MMC203 机械元件设计 3-1-0 理论 41 MMC204 热力学与流体力学实验室 0-0-2 实践 42 MMC205 固体力学与机械理论实验室 0-0-2 实践 43 MMC206 矿山电气技术 3-1-0 理论 44 MMC207 散装物料处理设备 3-0-0 理论 45 MMC208 采矿设备部件设计 3-0-0 理论 46 MMC209 液压与气动 3-0-0 理论47 MMC210 液压与气动实验室 0-0-2 实践 48 MMC211 制造技术与软件计算实验室 0-0-2 实践 49 MMC301 选矿设备 3-0-0 理论 50 MMC302 采矿机械自动化与控制 3-0-0 理论 51 MMC303 矿山电气技术实验室 0-0-2 实践 52 MMC304 自动化与控制实验室 0-0-2 实践 53 MMC305 地下采矿设备 3-1-0 理论 54 MMC306 露天采矿设备 3-0-0 理论 55 MMC307 采矿机械实验室 0-0-2 实践

INCONEL® 合金 718 - 特殊金属
对于大多数应用,INCONEL 718 合金被指定为:固溶退火和沉淀硬化(沉淀硬化、时效硬化和沉淀热处理是同义词)。合金 718 通过将次生相(例如伽马素和伽马双素)沉淀到金属基体中而硬化。这些镍(铝、钛、铌)相的沉淀是通过在 1100 至 1500°F 的温度范围内进行热处理引起的。为了使这种冶金反应正常进行,时效成分(铝、钛、铌)必须溶解(溶解在基体中);如果它们以其他相的形式沉淀或以其他形式组合,则它们将无法正确沉淀,并且无法实现合金的全部强度。要执行此功能,必须首先对材料进行固溶热处理(固溶退火是同义词)。INCONEL 718 合金通常采用两种热处理: •固溶退火温度为 1700-1850°F,然后快速冷却(通常在水中),再加上在 1325°F 下沉淀硬化 8 小时,炉冷至 1150°F,在 1150°F 下保持,总时效时间为 18 小时,然后空气冷却。•固溶退火温度为 1900-1950°F,然后快速冷却(通常在水中),再加上在 1400°F 下沉淀硬化 10 小时,炉冷至 1200°F,在 1200°F 下保持,总时效时间为 20 小时,然后空气冷却。如果材料需要进行机械加工、成型或焊接,则通常在轧机退火或应力消除状态下购买。然后在材料最具延展性的状态下进行制造。制造后,可以根据适用规范的要求进行热处理。

创新、技术开发和转让...
DIT 工业培训司 ITDTP 创新、技术开发与转让计划 KCCA 坎帕拉首都管理局 KMC 基拉汽车公司 LEAP Agri-Long-Term 欧盟-非洲粮食与营养安全及可持续农业研究与创新伙伴关系 LGFC 地方政府财政委员会 MAAIF 农业、畜牧业和渔业部 MLHUD 土地、住房和城市发展部 MMISTC 机械加工、制造和工业技能培训中心 MFPED 财政、规划和经济发展部 MoGLSD 性别、劳工和社会发展部 MoICT 信息和通信技术部 MoLG 地方政府部 MoPS 公共服务部 MoSTI 科技与创新部 MTIC 贸易、工业和合作社部 MWE 水利和环境部 NARO 国家农业研究组织 NBC 国家生物安全委员会 NCHE 国家高等教育委员会 NDP 国家发展计划 NIRA 国家身份登记局 NITA-U 国家信息技术局 NPA 国家规划局 OAG 审计长办公室 OPM 总理办公室 OP总统办公室 PIAP 计划实施行动计划 PIBID 总统香蕉产业发展倡议 PLC 计划领导委员会 PPDA 公共采购和处置局 PWG 计划工作组 STEM 科学、技术、工程和数学 TWG 技术工作组 UBOS 乌干达统计局 UIRI 乌干达工业研究所 UNCST 乌干达国家科学技术委员会 UNDP 联合国开发计划署 URA 乌干达税务局 URSB 乌干达注册服务局 UVRI 乌干达病毒研究所 WAITRO 世界工业技术研究组织协会 WIPO 世界知识产权组织

搅拌铸造合成伊拉克铝土矿陶瓷增强铝金属基复合材料的研究 MA Aswad*、SH Awad、AH Kaayem 部门
在过去的几十年里,研究人员对研究用铝土矿颗粒等矿物制备复合材料的天然优势表现出了极大的兴趣,并证明了它们作为高性能复合材料制造中成本效益高的增强剂的有效性。这项研究是使用不同比例(2、4 和 6 wt%)的伊拉克天然铝土矿粉末通过搅拌铸造和 Mg 添加剂制备铝金属基复合材料 (AMMC) 的一次新尝试。在实验工作中,将铝土矿石粉碎并研磨,然后在 1400 ○ C 下烧制粉末。使用粒度、XRD 和 XRF 分析对粉末进行表征。对 AMMC 铸件进行机械加工、抛光、预热,并使用硬度测量、微观结构观察和杨氏模量、泊松比和断裂韧性计算来表征其性能。此外,还通过从引伸计记录中测量裂纹口张开位移 (CMOD) 来评估其断裂韧性。结果表明,通过搅拌铸造添加 2 和 4 wt% 的镁和伊拉克烧铝土矿,可以成功生产出具有改进的断裂韧性、硬度和弹性模量性能的 AMMC。此外,CMOD 测量结果显示,添加 2 和 4 wt% 的铝土矿颗粒可使基质材料的“最大失效载荷”和“临界载荷下的临界 CMOD”分别增加至约“25 和 44%”和“32 和 47%”。此外,在这些比例下,通过 K IC 和杨氏模量计算的基质材料的断裂韧性分别显示出约“22 和 69%”和“8 和 12%”的改善。由于 AMMC 在这种比例下具有脆性,添加 6% 的铝土矿虽然可以记录硬度(57%)和弹性模量(22%)的最高改善,但无法使断裂韧性达到所需的改善。

填充聚合物金属融合细丝制造工具的性能评估
摘要添加剂制造(AM)在模具和模具行业中的工具的应用带来了过程性能,设计灵活性和产品增强的破坏性潜力。现有的AM技术和新兴技术(例如金属融合的细丝制造(金属FFF))可以进一步支持AM工具在聚合物型材挤出中的适用性。本研究提供了金属FFF 17-4 pH不锈钢模具插入物的完整表征,并评估了它们在聚合物挤出过程链中的适用性。提出的有关产生的插入物的计量表征的实验评估枢轴以及插入特征对最终挤出产品的影响。考虑了通过减法方法(CNC加工和电气加工)生产的常规制造的基准插入物,就挤出的质量和过程重复介绍而产生的AM工具的可比结果。发现,尽管AM插入工具的平均表面参数明显较高(SA = 2–9 µm vs. SA = 0.3-0.9 µm,用于加工生产的模具),但在聚合物挤出产品的质量中,观察到较小的差异。基于不同DIE的内部表面粗糙度地形以及对挤出产物的影响的聚合物谱挤出的粗糙度产生效应。在丙烯腈丁二烯苯乙烯苯乙烯挤出表面上从常规机械加工模具中获得的三维平均粗糙SA在0.3 µm的范围内。对于从添加性制造的模具获得的挤出物,它们的SA在0.5 µm的愤怒中(尽管FFF模具的表面粗糙度比机加工模具更高)。结果证实,使用合适的挤出产品需求,可以将金属FFF作为选定的制造方法在聚合物型材挤出中进行工具是可行的。
产品和工艺设计中的操作层次
级别 1 — 操作标准化。操作标准化的目的是减少生产不同部件所需的操作数量。这也会减少所需的工具数量和设备数量。每台机器的操作类型减少会减少单台机器的设置时间,从而最大限度地提高运行时间与空闲时间的比率。为了促进标准化组件和操作的任务,工程师应使用标准组件并系统地查阅机械加工手册,这些手册是工程选择的参考[11]。设置时间分析。减少设置时间对于解决严重影响生产过程灵活性的问题至关重要。应用 Shingo 的 SMED(单分钟模具更换[12])方法,丰田得以将压力机的设置时间从几个小时缩短到几分钟。较短的设置时间是实现有效重复制造流程的必要条件,也是实现 2 级和 3 级目标的主要因素之一。装卸时间分析。减少装卸时间(在自动化工厂中指码垛和卸垛时间),旨在最大限度地提高运行时间与装卸时间之间的比率。减少这些时间的措施与工件几何形状、所用夹具和自动装卸设备有关。柔性制造系统 (FMS) 的装卸时间减少可减少操作员数量,并影响托盘传送带的尺寸。更一般地说,旨在减少通用机床上装卸时间的操作(通过使用自动装载机实现)不得导致设置时间增加,否则会降低机器的灵活性。防错装置。防错装置,字面意思是万无一失的装置,旨在避免人为错误,从而提高工作质量和安全性。在混合型号生产线中可以找到许多防错装置的应用示例,其中交替使用不同的型号可能会导致频繁的装配错误。
![arXiv:2012.02219v1 [physics.app-ph] 2020 年 12 月 3 日](/simg/3\38fc3405bc9530299f5c0e6b4a3322edcbc0d604.webp)
arXiv:2012.02219v1 [physics.app-ph] 2020 年 12 月 3 日
该 MPTEM 涉及实现一种新颖的电子光学元件——门控镜,用于将电子输入和输出耦合到多通成像系统。通过快速降低电位(“打开”状态),门控镜将作为透镜工作,并且电子可以输入到 MPTEM。然后可以提高电位(“关闭”状态),门控镜现在作为反射元件工作。可以再次降低电位,将电子输出耦合。我们的设计是一个机械对称的五电极透镜,具有两个外电极、两个内电极和一个中心电极。参见图 1 中的机械加工原型。每个电极将保持在独立于其他电极的静态直流电压下,并在中心电极上施加门控脉冲。中心电极和内电极(每侧)之间的电容约为 5 pF,内电极和外电极之间的电容约为 10 pF。同心真空室将每个电极大约 2 pF 的电容引入地。该门控镜对电压有严格的要求:理想情况下,门控镜将由完美的箱车脉冲串驱动,并始终处于完全打开(透镜)状态或完全关闭(镜子)状态。当然,这需要完美的电响应和无限的驱动电子设备带宽。实际上,需要容忍有限的上升时间和有限的脉冲平坦度。上升和下降时间要求由往返时间≳10 ns 给出。我们的初步目标是实现≤3 ns的上升和下降时间。平坦度要求来自色差考虑。我们的目标是将门控镜对色差的贡献保持在与电子源中的能量扩散引入的色差大致相同的数量级 [8]。因此,目标是在最终的 100 V 驱动电压下实现优于 1 V 的脉冲平坦度,或在我们的台式测试中实现峰峰值电压的 1%。请注意,此平坦度目标不仅适用于用于电子传输的脉冲顶部,还适用于尾部