XiaoMi-AI文件搜索系统
World File Search System焊件
学科国内委托教育(系统管理相关)网络...
防卫省情报本部网站(https://www.mod.go.jp/dih/service.html)〒162-8806 东京都新宿区市谷本村町5-1 防卫省情报本部总务部会计课(联系人:高田)电话:03-3268-3111(内线31752)直拨传真:03-5225-9641
1 加入以下开放反对主题列表
2022 年 6 月 21 日 — 国防部竞赛。资格。货物销售。D 或以上。详细分类。规格等。...零件编号或规格。所用设备的名称。21TB1AN0206。0001。GE021269390。
富满微电子集团股份有限公司
供电电源 VDD ........................................................................................................................................... .. -0.3V~+10V VM 、 COUT 端允许输入电压 .................................................................................................. ....VDD-25V~VDD+0.3V DOUT 端允许输入电压 ......................................................................................................................- 0.3V~VDD+0.3V 工作温度 TA ..................................................................................................................................................- 40 ℃ ~+85 ℃ 结温 ........................................................................................................................................................................... 150 ℃ 贮存温度 .......................................................................................................................................................- 65 ℃ ~150 ℃ 功耗 PD ( TA=25 ℃) SOT23-6 封装(热阻 θJA = 200 ℃ /W ) .................................................................. ..625mW 焊接温度(锡焊, 10 秒) ..................................................................................................................................... 260 ℃

主题:笔记本电脑支架和其他 10 件物品 规格:附有报价单...
5. 规格书发行地点、合同条款等的记载地点、咨询处及提交地点 防卫省情报本部网站(https://www.mod.go.jp/dih/service.html) 〒162-8806 东京都新宿区市谷本村町 5-1 防卫省情报本部总务部会计课(联系人:大西先生) 电话:03-3268-3111(内线 31752) 直拨传真:03-5225-9641
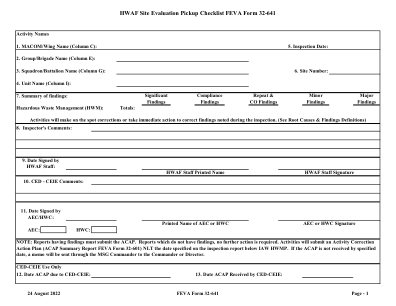
HWAF 场地评估取件清单 FEVA 表格 32-641
注意:有调查结果的报告必须提交 ACAP。没有调查结果的报告无需采取进一步行动。活动将提交活动纠正行动计划(ACAP 摘要报告 FEVA 表格 32-601)NLT IAW HWMP 下方检查报告中指定的日期。如果未在指定日期之前收到 ACAP,将通过 MSG 指挥官向指挥官或主任发送备忘录。

圆柱形件数控车削加工同轴度误差分析及优化
摘要 在工业应用中,具有精确几何公差的高精度旋转轴通常以微米级的间隙安装在齿轮和壳体之间。在大多数此类应用中,动态循环载荷是不可避免的,这会对关键部件的疲劳寿命产生不利影响。在加工过程中确保严格的尺寸公差和同轴度是非常必要的,因为它会影响许多应用中的旋转特性。因此,同轴度误差的控制在旋转轴和高精度机床中起着至关重要的作用。然而,使用高精度加工会大大增加制造成本。因此,一种能够潜在地降低同轴度误差的经济高效的加工工艺具有很高的工业重要性。本研究试图通过优化参数(切削速度、进给速度、切削深度和切削刀尖半径)来实现圆柱形加工零件的最小同轴度误差。计划进行以下实验:中心复合设计矩阵和统计分析应用响应面法确定了机器参数对高强度 Al 7075 合金同轴度误差的影响。进给速度和切削深度因素对同轴度误差有显著影响。所有加工参数对同轴度误差均表现出非线性影响,这定义了强相互作用因素的影响。通过确定一组加工参数,即应用 Big-Bang 和 Big Crunch 和 Rao(Rao-1、Rao-2 和 Rao-3)算法,利用推导出的经验方程来最小化同轴度误差。Rao 算法在计算工作量和求解精度方面均优于 Big-Bang 和 Big Crunch 算法。通过实验验证了 Rao 算法的结果,同轴度误差降低了 1.013 µm,与 CCD 实验相比提高了 72.6%。
学科国内委托教育(系统管理相关)数据库...
防卫省情报本部网站(https://www.mod.go.jp/dih/service.html)〒162-8806 东京都新宿区市谷本村町5-1 防卫省情报本部总务部会计课(联系人:高田)电话:03-3268-3111(内线31752)直拨传真:03-5225-9641

3D集成电路中Cu⠍Sn⠍Cu微焊盘电迁移失效的实验研究
垂直堆叠的三维集成电路 (3D IC) 中的芯片间电通信由芯片间微凸块实现。微凸块的电迁移可靠性对于了解基于 3D IC 的微电子系统的可靠性至关重要。本文报告了通过热压键合在两个芯片之间形成的 Cu-Sn-Cu 微凸块的电迁移可靠性的实验研究。双芯片 3D IC 组装在线键合陶瓷封装中,并在不同温度下的空气和氮气环境中进行电迁移测试。测量了微连接链和开尔文结构的故障寿命和平均故障时间 (MTTF)。结果表明,Cu-Sn 微连接的本征活化能介于 0.87 eV 和 1.02 eV 之间。基于故障分析,提出了可能的故障机制。这项研究的结果有望提高人们对 3D IC 中电迁移可靠性的根本理解,并促进基于 3D IC 的稳健可靠的微电子系统的开发。2014 Elsevier BV 保留所有权利。

激光超声检测系统对球栅阵列封装焊球的测量能力评估
摘要 — 激光超声检测是一种新颖的、非接触的、非破坏性的技术,用于评估微电子封装中焊料互连的质量。在该技术中,通过比较已知良好参考样本和被测样本的平面外位移信号(该信号由超声波传播产生)来识别焊料互连中的缺陷或故障。实验室规模的双光纤阵列激光超声检测系统已成功证明可以识别先进微电子封装(如芯片级封装、塑料球栅阵列封装和倒装芯片球栅阵列封装)中焊料互连中的缺陷和故障。然而,任何计量系统的成功都依赖于精确的数据,以便在微电子行业中发挥作用。本文使用量具重复性和再现性分析证明了双光纤阵列激光超声检测系统的测量能力。工业倒装芯片球栅阵列封装已用于使用激光超声检测系统进行实验,检测数据用于进行重复性和再现性分析。量具重复性和再现性研究也已用于选择已知的良好参考样品来与受试样品进行比较。

高等法院命令为人工智能在案件审理中奠定基础
• 及时识别和通知生成性人工智能问题的义务。您可以在 nccourts.org 的 Cabarrus 县网页上找到该命令,但我将在下面回顾一些要点。在开始讨论该命令之前,我想提一下 Farahany 教授今年夏天的一项作业。她喜欢在工作中使用人工智能,并鼓励我们班的学生思考这些工具如何帮助我们。为了熟悉这些工具,我们被分配使用 You.com、Perplexity、Claude、Humata、ChatGPT、Gemini、Midjourney 和 Dall-E 等人工智能工具研究、起草和说明任何主题的一页论文,并反思我们学到的东西。如果您不熟悉人工智能工具,我建议您也完成作业。虽然其中许多工具至少有免费试用版,但我已经以每月 20 美元的价格升级到 ChapGPT4.O。这些工具帮助我研究和撰写了北卡罗来纳州淘金的最佳地点(当然是卡巴勒斯县的里德金矿)。订单的亮点包括: