XiaoMi-AI文件搜索系统
World File Search System焊垫

AN828 与 PolarPAK 实验室焊接和... - Vishay
封装在工程实验室环境中。这种封装的传统方法是使用复杂的焊接站,如 Metcal APR5000,它提供光学对准,以便在印刷电路板 (PCB) 上准确放置部件,并运行预定义的回流曲线,使用温控气流焊接或解焊部件。但是,由于成本高昂,这种设施并不常见。或者,使用标准焊接站通常会导致常见错误。用烙铁头接触顶部金属表面加热是最有害的错误之一,会导致 MOSFET 严重损坏。本应用说明是 PolarPAK 系列支持文档之一,介绍了与生产回流曲线紧密匹配的廉价实验室内推荐焊接程序,同时确保即使在实验室工作台上也能获得可靠的焊点。焊点质量通过 X 射线评估,零件的电气功能在焊接和返工程序后均得到验证。

CyberOptics 屡获殊荣的检测和计量系统
CyberOptics 高分辨率 2D 传感器适用于 SQ3000,可提供 3µm 分辨率的清晰图像。四个独立的白光 LED 环形光通道为检查、测量和缺陷检查提供了极大的灵活性。2D 传感器为各种具有挑战性的应用提供了多功能性,包括引线键合、高级封装、焊球和焊球、镜头检查以及其他对更高准确度和可靠性至关重要的应用。

一种新的微创手术,用于治疗足底脚跟疼痛基质血管分数凝胶嫁接
:脂肪垫的萎缩被认为是足底脚跟疼痛的主要原因之一。最近的研究表明,脂肪嫁接增加了脂肪垫的体积增加,并且对治疗踏板脂肪垫萎缩很有益。然而,由于脂肪衍生的干细胞浓度较低,传统的脂肪嫁接率很高。基质血管分数凝胶(SVF-凝胶)作为一种新型的脂肪嫁接,富含脂肪的干细胞,是通过简单的机械过程制备的。这项研究旨在评估SVF-GEL在治疗足底脚跟疼痛方面的功效。方法:在2019年1月至2020年6月之间,有14例经历了足底脚跟疼痛并接受足底脚跟SVF-GEL接枝的患者。脚痛和残疾在筛查访问时以及3月,6个月和12个月的随访访问中测量。通过磁共振成像测量脚跟脂肪垫的体积。结果:四名患者患有双侧足底脚跟疼痛,10例患者患有单侧足底脚跟疼痛。与基线相比,所有患者在SVF-GEL嫁接后3个月的疼痛和脚部功能显着改善,在6个月时的改善最大,效果持续1年或更长时间。此外,脚跟脂肪垫的厚度明显大于3个月的基线,效果持续了1年或更长时间。结论:基质血管分数凝胶嫁接是一种安全,微创和有效治疗足底脚跟疼痛的方法。

CU 芯柱可实现细间距和高频...
引言 产业界要求器件薄、轻、短、小、性能高,细间距、高密度封装成为必然手段。然而,为了完全实现产业化,许多特性还有待改进,如散热、导电性、热导率、尺寸精度等。此外,在3D封装组装结构中,特别是像堆叠封装(PoP),焊料凸块可能会因为顶部封装的重量而坍塌。几年前,产业界引入了铜芯焊球来改善这些问题。顾名思义,铜芯焊球以球形铜为芯,在中心镀镍和焊料[1]-[2]。镀镍可有效防止锡和铜之间的扩散。铜芯焊球本身具有优异的导电特性和间隙高度优点,可以控制和保持一致的空间,防止封装之间的凸块坍塌。除此之外,Cu还有三大物理特性:高熔点(1083℃)、高电导率、高热导率。

产品目录第 15 卷 - G&H® 正畸学
粘合用品 矫正器支持产品 ................................................................................................................101 Reliance 粘合产品 ......................................................................................................101-107 混合头和刷子 ................................................................................................................105 混合垫、凹槽、Dappen 盘 ................................................................................................107 唾液引流器/口腔吸引器 ......................................................................................................108 牵开器 ................................................................................................................................109 SmartBond® 湿地粘合胶 .............................................................................................110 固化灯 (LEDEX™) .............................................................................................................111 Mini-Mold™ 套件和咬合缓冲器 .............................................................................................112 口外和精加工纤维增强复合材料、舌侧固位 .............................................................................................113 Neosmile™ 牙齿定位器 .............................................................................................................114 前伸面罩 .............................................................................................................................115 面弓和唇垫...........................................................................................116 颈垫、耳机
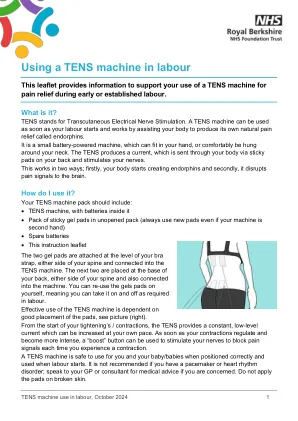
在分娩过程中使用 TENS 机器
它是什么?TENS 代表经皮神经电刺激。TENS 机器可以在分娩开始时使用,它通过帮助您的身体产生天然的止痛物质——内啡肽来发挥作用。它是一种小型电池供电机器,可以握在手中,也可以舒适地挂在脖子上。TENS 产生电流,通过背部的粘性垫传送到您的身体并刺激您的神经。它以两种方式起作用;首先,您的身体开始产生内啡肽,其次,它会干扰向大脑发送的疼痛信号。如何使用它?您的 TENS 机器包应该包括:• TENS 机器,里面有电池• 未开封包装中的粘性凝胶垫包(即使您的机器是二手的,也请始终使用新垫)• 备用电池• 本说明书

解释指南 - 船舶结构委员会
随着服务经验的增加和焊件测试数据的不断产生,委员会要求对上述指南进行修订和更新,以考虑这些新信息,同时仍保持焊缝的基本完整性,而不会提出可能对成本产生不利影响的过高要求。本报告 SSC-245,“船体结构中普通、中、高强度、低合金钢焊件无损检测解释指南”,构成了修订和合并指南。用户请注意,本指南不是标准,他们应遵循当前适用于其特定应用的适当法规、规则或标准。
背景文件 - ClassNK
5.1 概述................................................................................................................................ 13 5.2 对接接头.......................................................................................................................... 13 5.3 T 形接头或十字接头........................................................................................................ 13 5.4 搭接接头...................................................................................................................... 14 5.5 槽焊...................................................................................................................................... 14 5.6 螺柱焊...................................................................................................................................... 15 5.7 焊缝尺寸的确定.................................................................................................................... 15 5.8 承受高拉应力的结构焊缝.................................................................................................... 17 5.9 减小的焊缝尺寸.................................................................................................................... 17 5.10 支柱和横梁的端部连接.................................................................................................... 17 5.11 替代方案........................................................................................................................ 17

微观结构和力学性能的研究...
焊接是船舶制造业不可缺少的制造工艺。激烈的竞争往往需要一种经济高效、可靠的焊接方法。本研究研究了埋弧焊 (SAW)、金属活性气体 (MAG) 焊和等离子弧焊 (PAW) 制造的 ASTM A131 (A 级) 钢接头的可焊性、微观结构和一些机械性能。通过光学显微镜检查了焊缝的微观结构。通过显微硬度测量、拉伸和冲击试验确定了接头的机械性能。结果表明,接头的抗拉强度高达 462 MPa。断裂的位置总是与母材相邻。焊缝金属的夏比冲击功达到 72.5 J,比母材的夏比冲击功 57.7 J 高 25%。PAW 方法可获得 221 HV 的较高硬度,而母材的硬度为 179 HV。关键词:A 级钢;焊接;拉伸失效;硬度

晶圆级扇出型封装的可靠性和性能
为了分析 UBM 疲劳,使用热机械有限元模拟研究了圆形衬垫界面处的载荷。由于 Hutchinson 和 Sou [15] 推断出拉伸法向载荷的界面韧性远低于剪切载荷,因此重点关注法向载荷。模拟研究了 T = -40°C 至 125°C 的温度范围。在低温下 (T = -40°C) 存在最高的拉伸法向载荷。这可以通过焊球材料在低温下蠕变减少 [16] 来解释,这会导致更高的弹性应力。此外,在低温下可以检测到焊球的倾斜。倾斜是由 PCB 和封装的 CTE 不匹配引起的。因此,拉伸法向应力位于界面朝向封装周边的一侧(见图 3)。图 3 中的色标直观地显示了拉伸和压缩应力的定性分布。这些模拟结果与分层实验结果相一致(见图 1):在焊盘的相同外部区域也发现了分层。