XiaoMi-AI文件搜索系统
World File Search System焊管
Microsoft Word - LQM21PZ_G_Q200(Whiskerなし)_JELF243B_9114D(Y)-01
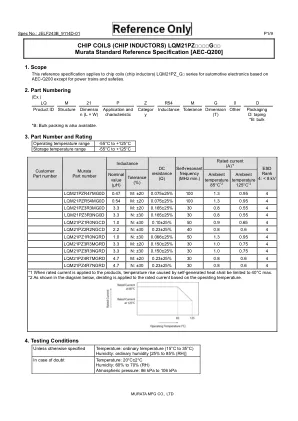
11.使用注意事项 本产品设计为焊接安装。如果您想使用其他安装方法,例如使用导电粘合剂,请事先咨询我们。此外,如果反复受到温度循环或其他热应力,由于与安装基板的热膨胀系数不同,安装部分的焊料(焊锡圆角部分)可能会破裂。由于热应力而产生的裂纹受到安装的焊盘尺寸、焊料量和安装基板的散热的影响。当假设环境温度变化很大时,请仔细设计。

AN828 与 PolarPAK 实验室焊接和... - Vishay
封装在工程实验室环境中。这种封装的传统方法是使用复杂的焊接站,如 Metcal APR5000,它提供光学对准,以便在印刷电路板 (PCB) 上准确放置部件,并运行预定义的回流曲线,使用温控气流焊接或解焊部件。但是,由于成本高昂,这种设施并不常见。或者,使用标准焊接站通常会导致常见错误。用烙铁头接触顶部金属表面加热是最有害的错误之一,会导致 MOSFET 严重损坏。本应用说明是 PolarPAK 系列支持文档之一,介绍了与生产回流曲线紧密匹配的廉价实验室内推荐焊接程序,同时确保即使在实验室工作台上也能获得可靠的焊点。焊点质量通过 X 射线评估,零件的电气功能在焊接和返工程序后均得到验证。

CyberOptics 屡获殊荣的检测和计量系统
CyberOptics 高分辨率 2D 传感器适用于 SQ3000,可提供 3µm 分辨率的清晰图像。四个独立的白光 LED 环形光通道为检查、测量和缺陷检查提供了极大的灵活性。2D 传感器为各种具有挑战性的应用提供了多功能性,包括引线键合、高级封装、焊球和焊球、镜头检查以及其他对更高准确度和可靠性至关重要的应用。

CU 芯柱可实现细间距和高频...
引言 产业界要求器件薄、轻、短、小、性能高,细间距、高密度封装成为必然手段。然而,为了完全实现产业化,许多特性还有待改进,如散热、导电性、热导率、尺寸精度等。此外,在3D封装组装结构中,特别是像堆叠封装(PoP),焊料凸块可能会因为顶部封装的重量而坍塌。几年前,产业界引入了铜芯焊球来改善这些问题。顾名思义,铜芯焊球以球形铜为芯,在中心镀镍和焊料[1]-[2]。镀镍可有效防止锡和铜之间的扩散。铜芯焊球本身具有优异的导电特性和间隙高度优点,可以控制和保持一致的空间,防止封装之间的凸块坍塌。除此之外,Cu还有三大物理特性:高熔点(1083℃)、高电导率、高热导率。

解释指南 - 船舶结构委员会
随着服务经验的增加和焊件测试数据的不断产生,委员会要求对上述指南进行修订和更新,以考虑这些新信息,同时仍保持焊缝的基本完整性,而不会提出可能对成本产生不利影响的过高要求。本报告 SSC-245,“船体结构中普通、中、高强度、低合金钢焊件无损检测解释指南”,构成了修订和合并指南。用户请注意,本指南不是标准,他们应遵循当前适用于其特定应用的适当法规、规则或标准。
背景文件 - ClassNK
5.1 概述................................................................................................................................ 13 5.2 对接接头.......................................................................................................................... 13 5.3 T 形接头或十字接头........................................................................................................ 13 5.4 搭接接头...................................................................................................................... 14 5.5 槽焊...................................................................................................................................... 14 5.6 螺柱焊...................................................................................................................................... 15 5.7 焊缝尺寸的确定.................................................................................................................... 15 5.8 承受高拉应力的结构焊缝.................................................................................................... 17 5.9 减小的焊缝尺寸.................................................................................................................... 17 5.10 支柱和横梁的端部连接.................................................................................................... 17 5.11 替代方案........................................................................................................................ 17

微观结构和力学性能的研究...
焊接是船舶制造业不可缺少的制造工艺。激烈的竞争往往需要一种经济高效、可靠的焊接方法。本研究研究了埋弧焊 (SAW)、金属活性气体 (MAG) 焊和等离子弧焊 (PAW) 制造的 ASTM A131 (A 级) 钢接头的可焊性、微观结构和一些机械性能。通过光学显微镜检查了焊缝的微观结构。通过显微硬度测量、拉伸和冲击试验确定了接头的机械性能。结果表明,接头的抗拉强度高达 462 MPa。断裂的位置总是与母材相邻。焊缝金属的夏比冲击功达到 72.5 J,比母材的夏比冲击功 57.7 J 高 25%。PAW 方法可获得 221 HV 的较高硬度,而母材的硬度为 179 HV。关键词:A 级钢;焊接;拉伸失效;硬度

基本设计规则
a。请参阅IPC或IEC等通用标准。作为标准,我们根据IPC-A-600类2。b。请参阅我们的技术交付规范(www.we-online.com/tds)c。焊面中的孔:请勿在焊面中使用敞开的孔!从焊垫到要插入的孔(通过IPC III类型III)保持至少400μm的距离。有关IPC类型VII(填充和封顶)的VIA,请咨询我们以获取允许的设计规则(导体间距)!d。插入我们的设计指南“插入/填充/帐篷”(https://www.we-online.com/designguidepluggingfillingtenting),除了术语的基本定义外,我们还为您的各自的Variant提供了各自的Variant,他们还为您提供了各自的Variant。这将帮助您在IPC -4761及以后的每个应用程序中找到正确的解决方案。e。我们很乐意为您创建一个最佳的送货面板(最佳价格!)

晶圆级扇出型封装的可靠性和性能
为了分析 UBM 疲劳,使用热机械有限元模拟研究了圆形衬垫界面处的载荷。由于 Hutchinson 和 Sou [15] 推断出拉伸法向载荷的界面韧性远低于剪切载荷,因此重点关注法向载荷。模拟研究了 T = -40°C 至 125°C 的温度范围。在低温下 (T = -40°C) 存在最高的拉伸法向载荷。这可以通过焊球材料在低温下蠕变减少 [16] 来解释,这会导致更高的弹性应力。此外,在低温下可以检测到焊球的倾斜。倾斜是由 PCB 和封装的 CTE 不匹配引起的。因此,拉伸法向应力位于界面朝向封装周边的一侧(见图 3)。图 3 中的色标直观地显示了拉伸和压缩应力的定性分布。这些模拟结果与分层实验结果相一致(见图 1):在焊盘的相同外部区域也发现了分层。

PQFN GAN设备可靠组装的焊料模具设计指南
转移和回光后,沉积的焊球合金量是孔径k,孔是焊接开口的总面积,T是其厚度,k是焊料粘贴系数。用于脚趾土地图案a脚趾,焊接量大约为脚趾的焊料。焊接连接组件以外的脚趾除以基于剩余的沉积焊料量确定焊料对峙高度。通过此逻辑,可以计算每个引线的焊料对峙高度(SOH),如等式5所示。