XiaoMi-AI文件搜索系统
World File Search System钎焊

增材制造热管技术及先进热管理产品简介
本文介绍了增材制造 (AM) 两相热管技术和先进的热管理技术,这些技术是在英国诺丁汉大学举行的第 16 届英国传热会议上作为主题演讲发表的。AM 热管利用激光粉末床熔合 (LPBF) 技术开发而成,形成具有集成微型晶格毛细管芯结构的钛热管容器。介绍了欧洲航天局 (ESA) 和 Innovate UK 项目开发的 AM 热管技术,包括钛氨太空微型热管组件和钛水两相热管蒸汽室。此外,还介绍了用于太空、航空航天和高端汽车市场高端电子应用的各种定制热管理设备。其中包括热管技术、真空钎焊液冷板技术和 k-Core 封装石墨技术的商业实例。

便携式冷水机:最大系列:空气和水冷式
制冷剂回路:• 压缩机:- 全封闭涡旋或往复式• 风冷冷凝器- 翅片管- 1/4 至 20 吨型号中风扇产生的气流- 25 至 30 吨型号中鼓风机产生的气流• 水冷冷凝器- 1 至 10 吨型号中管式- 15 至 40 吨型号中壳管式- 所有型号中的水调节阀• 带湿度指示器的制冷剂视镜• 热力膨胀阀• 2、3、4、7.5、20、25、30 和 40 吨型号中微处理器控制的 50% 热气旁通容量控制系统• 5、10 和 15 吨标准型号中微处理器控制的 20-100% 节能容量调节,带有数码涡旋压缩机。 • 蒸发器 - 1/4 至 1 1/2 吨型号采用铜管中管 - 2 - 40 吨型号采用不锈钢钎焊板 • 过滤干燥器 • 液体管路电磁阀

认证的价值 - OEConnection
բ 确保所有技术人员接受持续的技术培训,证明其符合 I-CAR 金牌要求,特别关注最新的汽车年份、品牌和型号 բ 来自公认行业来源的钢 GMA(MIG/MAG)焊接认证证明,有效期(未过期)证书 բ 来自公认行业来源的硅青铜 MIG 钎焊培训或认证证明,有效期(未过期)证书 բ 符合 EPA 第 609 条制冷剂回收标准的证书 բ 操作所用三维测量设备的培训证明 բ 所用 OEM 认可油漆制造商提供的产品培训证明 բ 提供 ADAS(高级驾驶辅助系统)培训证明,以证明对目的、操作、维修注意事项和零件有一般了解 բ 提供 EV(电动汽车)培训证明,以证明对系统、安全性、维修注意事项和零件有一般了解 工具和设备要求(这些要求均取决于所维修车辆的年份、品牌和型号)
投票草案 # 6448 金属添加剂资格认定... - NET
3.1.1 验收数 验收数是允许验收批次的样品中缺陷或缺陷单元的最大数量。 3.1.2 粘合剂 在粘合剂喷射过程中用于将金属颗粒粘合在一起的液体粘合剂或胶水。 3.1.3 括号内资格 请参见 ASME BPVC,第 IX 节 - 焊接、钎焊和熔接资格 3.1.4 构建 请参见 ISO/ASTM 52900 中的“构建周期”。 3.1.5 协议 由制造商和购买者商定。 3.1.6 合格证书 包含添加剂制造商声明的文件,证明组件符合本标准的要求。 3.1.7 清洁剂 在粘合剂喷射过程中使用的液体清洁剂,以保持打印头喷射的质量(去除多余的粘合剂)。 3.1.8 组件构建文件 定义将由一台打印设备构建的组件、测试样本和支撑结构(如适用)的几何形状和排列的文件。该文件将被转换为构建说明。3.1.9 最终条件
黄道防御与太空
背景和理由:开槽波导阵列 (SWA) 天线通常用于雷达应用,其设计规范要求窄波束宽度、高增益、低旁瓣和承载相对高功率的能力。SWA 天线为满足这些要求提供了良好的解决方案。大多数 SWA 天线都是使用 CNC 加工、电火花蚀刻 (EDM) 或钎焊制造的。这些制造方法始终取决于加工公差、制造精度和刀具半径。然而,在制造金属结构时最明显的问题是重量,而制造公差问题会降低制造天线的重复性和性能,尤其是在工作频率增加的情况下。对于太空应用,重量问题是一个特别困难的问题,很明显,为此类星际任务节省的每一克重量都非常重要。这就是我们的新专有技术在解决重量、重复性和加工公差问题方面变得有用的地方。项目旨在:1. 设计基于目标技术的 Ka 波段开槽波导阵列天线工程模型,采用射频

Al-Si-Zn钎料在AA7075和AR500表面润湿行为的研究
本文介绍了 Al-Si-Zn 填充金属在 AR 500 钢和 AA 7075 铝合金表面润湿和铺展的实验研究结果。通过不同表面条件下的接触角和铺展比分析了填充金属在金属表面的润湿和铺展情况。接触角是测量液-气界面切线与固体表面之间的角度。而铺展比是根据填充金属铺展形状几何直径的变化来测量的。低熔点填充金属的使用越来越受欢迎,因为它们能够降低热量对金属的影响。然而,低铺展和脱湿条件限制了填充金属的应用,因为这些条件会对接头能力产生不利影响。但总的来说,这项针对这些金属的不同表面条件的研究是为了确定填充金属的润湿和铺展行为。本研究将通过火炬钎焊加热的 Al-Si-Zn 填充金属应用于具有不同表面条件的 AR 500 钢和 AA 7075 铝合金表面。实验结果表明,与粗糙的金属表面相比,填充金属在光滑表面上的扩散面积更大。

GA-ASI 特殊工艺清单
AMS2700 1 耐腐蚀钢的钝化 ASTM B912 1 通过电解抛光对不锈钢合金进行钝化 电镀 AMS2460 1 镀铬 AMS-QQ-C-320 1 镀铬(电沉积) AMS2403 1 镀镍(通用) AMS-QQ-N-290 1 镀镍(电沉积) AMS2418 1 镀铜 ASTM B545 1 锡电沉积涂层标准规范 MIL-T-10727 1 锡镀层:电沉积或热浸,用于黑色金属和有色金属 MIL-G-45204 1 镀金,电沉积 ASTM B700 1 银电沉积涂层标准规范 AMS-QQ-S-365 1 银镀层,电镀,一般要求 ASTM B633 1 钢铁上锌电镀层的标准规范 AMS-QQ-Z-325 1 锌涂层,电镀层 ASTM F1941 1 机械紧固件上电镀层的标准规范 AMS2417 1 镀层,锌镍合金 AMS2461 1 镀层,锌镍合金(12 至 16% Ni) AMS-QQ-P-416 1 镀层,镉(电镀) AC7108/10 化学镀 AMS2404 1 镀层,化学镀镍漆 MIL-DTL-18264 1 表面处理,有机,武器系统,应用和控制 MIL-PRF-22750 1 涂层:环氧树脂,高固体MIL-PRF-23377 1 底漆涂层:环氧树脂,高固体 MIL-PRF-85285 1 面漆,飞机和支持设备 UBC90992 2 整流罩,底漆和面漆应用 UBC90990 2 聚氨酯雨蚀涂层干膜润滑剂的应用 MIL-PRF-46010 1 润滑剂,固体薄膜,热固化,防腐 (S-1738) AC7108/7 IVD 铝 MIL-DTL-83488 1 涂层,铝,高纯度(离子气相沉积 (IVD)) 热处理 AMS2770 1 锻造铝合金零件的热处理 AMS2771 1 铝合金铸件的热处理 AMS2759 1 热处理沉淀硬化耐腐蚀、马氏体时效和二次淬火钢件 AMS2769 1 真空下零件热处理 AMS2801 1 钛合金零件热处理 AMS-H-81200 1 钛及钛合金热处理 HIP GPS70001 2 材料要求,Ti-6Al-4V ELI LPBF GPS70003 2 材料要求,铝 F357 LPBF AMS4992 2 铸造,结构熔模,钛合金 6Al-4V 热等静压 AC7102/1 钎焊 AWS C3.7 2 铝钎焊规范 AC7102/3 表面处理 AMS-S-6090 2 渗碳级钢件的渗碳和热处理 核心处理 UBC90983 2* Fab,核心处理 UBC90982 2* Fab,Cycom 5320,夹层复合材料制造UBC90978 2* 湿式覆铜板,Cond,Perm UBC90980 2* Fab,Cycom 5320,层压板 UBC90982 2* Fab,Cycom 5320,夹层 UBC90985 2* 制造,SQRTM,5320-1 UBC90986 2* Tencate EX1522/4581 蜂窝状天线罩结构 UBC90988 2* 囊式制造,Cycom 5320
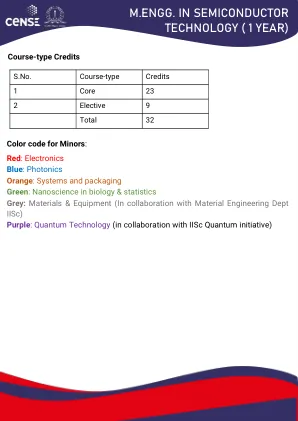
半导体技术工程硕士(1年)
NE 221 高级 MEMS 封装本课程旨在让学生为攻读 MEMS 和电子封装等更专业领域的高级课题做好准备,这些领域适用于各种实时应用,如航空航天、生物医学、汽车、商业、射频和微流体等。MEMS – 概述、小型化、MEMS 和微电子 -3 个级别的封装。关键问题,即接口、测试和评估。封装技术,如晶圆切割、键合和密封。设计方面和工艺流程、封装材料、自上而下的系统方法。不同类型的密封技术,如钎焊、电子束焊接和激光焊接。带湿度控制的真空封装。3D 封装示例。生物芯片/芯片实验室和微流体、各种射频封装、光学封装、航空航天应用封装。先进和特殊封装技术 - 单片、混合等、绝对压力、表压和差压测量的传感和特殊封装要求、温度测量、加速度计和陀螺仪封装技术、MEMS 封装中的环境保护和安全方面。可靠性分析和 FMECA。媒体兼容性案例研究、挑战/机遇/研究前沿。NE 235 微系统设计和技术
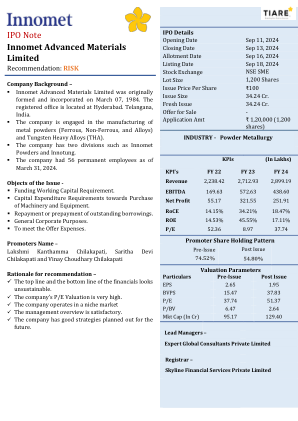
首次公开募股说明 Innomet Advanced Materials Limited
Innomet Powders – 该公司旗下的 innomet powders 部门通过水、空气和气体雾化供应金属和合金粉末。他们拥有约 20 种产品,包括铜、青铜、黄铜、镍、锡和不锈钢粉末,该部门的粉末冶金部件、金刚石工具、焊接、钎焊、催化剂、表面涂层等。汽车、建筑、工程、大宗药品和电子产品。使用的原材料是购买和拒绝的废料、纯金属和母合金。该公司服务于塔塔钢铁、Atul、HAL、Bharat Fordge 等几家大客户。截至 2024 年 3 月 24 日,该公司目前拥有 1.15 千万卢比的金属粉末订单和 7.39 千万卢比的合金订单。全球潜在市场价值 10 亿美元,印度市场价值 40-50 亿卢比。水、空气和天然气的产能利用率如下 - 水 – 截至 22、23 和 24 财年分别为 31.73%、32.25% 和 33.60%,未来预计产能为 1400 TPA(吨/年) 空气 – 截至 22、23 和 24 财年分别为 4.35%、2.65% 和 1.07%。 天然气 – 截至 24 财年为 0.10%,预计产能为 150 TPA

激光折弯是利用激光束照射板材表面,使板材弯曲的工艺
{ Times New Roman,11 分 } 激光折弯是通过激光束照射板材表面来弯曲板材的工艺 [1]。这是一种热机械工艺,适用于快速成型和变形低延展性材料。该工艺在航空航天、造船、微电子、汽车工业等领域具有多种潜在应用。它是一种快速、灵活且低成本的金属成型工艺,可以提高这些行业的竞争力。该工艺还提供了很大的灵活性,因为许多其他应用(如焊接、钎焊和硬化)可以通过同一设备执行。该领域已经发表了多篇理论和实验论文,其中更多的研究集中在激光束直线弯曲上。这些工作的最终目标是了解该过程的物理原理并建立各种预测弯曲角度的模型。本文简要回顾了这些工作以及用于分析的不同方法。基于此,本文利用 ABAQUS 程序包进行有限元分析,预测特定钢板材料的温度分布和弯曲角度,并将结果与作者开发的简单分析模型进行比较。从文献中的实验结果可以确定,所提出的理论模型可以相当好地预测弯曲角度。还表明,所开发的模型可用于快速估算激光弯曲过程中材料的屈服应力。