XiaoMi-AI文件搜索系统
World File Search System麻花钻
麻花钻 - Viking Drill
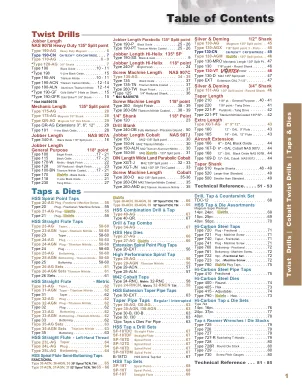
麻花钻 加工长度 NAS 907B 重型 135º 分割点 240-UB 型重型超硼 .................................. .6 240-CN 型 CN-TECH ™ CRYO/NITRIDE .................................. .7 643-UB 型 ........................................................................................................................................................ 8 - 9 * 278-UB 型 3/8" 柄 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15 * 非 NAS907B 机械长度 135º 分割点 250-UB 类型 . ... .29 QR-UB 型延长杆 3 英寸、6 英寸、12 英寸 . . . .29 241-A 型 V 型黑色氧化物 . . . . . . .28 直柄长度 NAS 907A 340-A 型黑色氧化物 118º 分割点 . .16 直柄长度通用 118º 点 240-B 型光亮表面 . . . . . . . . . 17 - 21 643-W 型公制 - 光亮表面 . . . . . . . . . . 22 278 型 3/8 英寸 RS 光亮表面 . . . . . . . . . . . 23
挪威钻头和工具麻花钻 机械长度 木工长度
麻花钻 工作长度 NAS 907B 重型 135º 分割点 190-AG 型重型 Magnum .........6 190-CN 型 CN-TECH™ CRYO/NITRIDE .....7 170-AG 型 ......。。。。。。。。。。。。.8 - 9 * 128-AG 型 3/8 英寸柄 .............7 190 型黑色氧化物 ..........10 - 11 * 198 型 V-Line 黑色氧化物 .........15 190-AN 型氮化钛 .......10 - 11 190-ACN 型氮化钛碳 ...12 -14 类型 190-ALN 铝钛氮化物 12 -14 * 类型 190-GF Gold Strike™ 柄上有 3 个平面。.15 * 类型 190-GFR Gold Strike™ 3/8 英寸柄。.....15 * 非 NAS907B 机械长度 135º 分割点类型 175-AG。.....。。。。。。。。。。。。。28 型 178-AG 马格南 3/8 英寸柄 .........28 型 QR-AG 马格南 1/4 英寸六角柄 ......29 型 QR-AG 延长杆 3 英寸、6 英寸、12 英寸。..29 型 191 V 型黑色氧化物。..........28 工装长度 NAS 907A 型 340-A 黑色氧化物 118º 分割点。.。。。16 木工长度通用 118º 点类型 100 亮光饰面 。。。。。.......17 - 21 型 115 黑色氧化物 ..........17 - 21 型 170-W 公制 - 亮面处理 .........22 型 128 3/8 英寸缩小 - 亮面处理 .....23

机械修理工 - MilitaryNewbie.com
作为工具室管理员,您在创建安全的工作环境中发挥着非常重要的作用。您的几项工作与车间工具的良好工作状态和安全使用直接相关。如果您将不正确研磨的麻花钻交给没有经验识别缺陷的人,如果钻头“挖入”或将工件从钻床中抛出,则人员受伤的可能性非常大。弹簧或磨损过大的扳手可能会成为任何不知情的用户的真正“指关节破坏者”。当有人试图使用液压机将两个零件压合在一起时,未校准的外径千分尺可能会造成麻烦。您可以预防的潜在灾难不胜枚举。要记住的重要一点是,作为工具室管理员,您对海军使命的贡献比乍一看的要多。如果您对工具室安全有任何疑问,请咨询您的主管或海军职业安全与健康 (NAVOSH) 海上部队计划手册 OPNAVINST 5100.19B。
机械修理工 - MilitaryNewbie.com
作为工具室管理员,您在创建安全的工作环境中发挥着非常重要的作用。您的几项工作与车间工具的良好工作状态和安全使用直接相关。如果您将不正确研磨的麻花钻交给没有经验识别缺陷的人,如果钻头“挖入”或将工件从钻床中抛出,则人员受伤的可能性非常大。弹簧或磨损过大的扳手可能会成为任何不知情的用户的真正“指关节破坏者”。当有人试图使用液压机将两个零件压合在一起时,未校准的外径千分尺可能会造成麻烦。您可以预防的潜在灾难不胜枚举。要记住的重要一点是,作为工具室管理员,您对海军使命的贡献比乍一看的要多。如果您对工具室安全有任何疑问,请咨询您的主管或海军职业安全与健康 (NAVOSH) 海上部队计划手册 OPNAVINST 5100.19B。
维京钻头
麻花钻 工作长度 NAS 907B 重型 135º 分割点 240-CN 型 CN-TECH ™ 低温氮化物 . . . .6 240-UB 型重型超硼 . . 6 - 7 643-UB 型 . . . . . . . . . . . . . . . . . . 8 - 9 * 278-UB 型 3/8" 柄 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15 * 非 NAS907B 机械长度 135º 分割点 250-UB 类型 . ... .29 QR-UB 型延长杆 3 英寸、6 英寸、12 英寸 . . .29 241-A 型 V 型线 黑色氧化物 . . . . . .28 作业长度 NAS 907A 340-A 型 黑色氧化物 118º 分割点 . .16 作业长度通用 118º 点 240-B 型 光亮表面 . . . . . . . . 17 - 21 643-W 型 公制 - 光亮表面 . . . . . . . . 22 278 型 3/8 英寸 RS 光亮表面 . . . . . . . . 23 240-BN 型 氮化钛 . . . . . . . 17 - 21 240 型 黑色氧化物 . . . . . . . . . . 17 - 21 643 型公制 - 黑色氧化物 . . . . . . . . . . . . . 22 248 型 V-Line 黑色氧化物 . . . . . . . . . . . . . . . 21 230 型 Tang Drive . . . . . . . . . . . . . . . . . . . 27
Viking 钻头目录 2021.pdf
麻花钻 工作长度 NAS 907B 重型 135º 分割点 240-CN 型 CN-TECH ™ CRYO/NITRIDE . . . . . 6 240-UB 型重型超硼 . . . . . . 7 643-UB 型 . . . . . . . . . . . . . . . . . 8 - 9 * 278-UB 型 3/8" 柄 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15 * 非 NAS907B 机械长度 135º 分割点 250-UB 类型 . ... .29 QR-UB 型延长杆 3 英寸、6 英寸、12 英寸 . . .29 241-A 型 V 型线 黑色氧化物 . . . . . .28 作业长度 NAS 907A 340-A 型 黑色氧化物 118º 分割点 . .16 作业长度通用 118º 点 240-B 型 光亮表面 . . . . . . . . 17 - 21 643-W 型 公制 - 光亮表面 . . . . . . . . 22 278 型 3/8 英寸 RS 光亮表面 . . . . . . . . 23 240-BN 型 氮化钛 . . . . . . . 17 - 21 240 型 黑色氧化物 . . . . . . . . . . 17 - 21 643 型公制 - 黑色氧化物 . . . . . . . . . . . . . 22 248 型 V-Line 黑色氧化物 . . . . . . . . . . . . . . . 21 230 型 Tang Drive . . . . . . . . . . . . . . . . . . . 27
目录
麻花钻 工作长度 NAS 907B 重型 135º 分割点 190-AG 型重型 Magnum .........6 190-CN 型 CN-TECH™ CRYO/NITRIDE .....7 170-AG 型 ......。。。。。。。。。。。。.8 - 9 * 128-AG 型 3/8 英寸柄 .............7 190 型黑色氧化物 ..........10 - 11 * 198 型 V-Line 黑色氧化物 .........15 190-AN 型氮化钛 .......10 - 11 190-ACN 型氮化钛碳 ...12 -14 类型 190-ALN 铝钛氮化物 12 -14 * 类型 190-GF Gold Strike™ 柄上有 3 个平面。.15 * 类型 190-GFR Gold Strike™ 3/8 英寸柄。.....15 * 非 NAS907B 机械长度 135º 分割点类型 175-AG。.....。。。。。。。。。。。。。28 型 178-AG 马格南 3/8 英寸柄 .........28 型 QR-AG 马格南 1/4 英寸六角柄 ......29 型 QR-AG 延长杆 3 英寸、6 英寸、12 英寸。..29 型 191 V 型黑色氧化物。..........28 工作长度 NAS 907A

产品目录 - BIOMET 3i
手术准备技术 产品概述 17 DU1000 手术钻孔装置 19 OSSEOCISION ® 手术钻孔装置 20 用于引导手术的锥形 Navigator ® 系统 21 用于引导手术的平行壁 Navigator 系统 25 锥形种植体手术套件 28 平行壁手术套件 31 ACT ® 免灌注可重复使用麻花钻 35 手术钻 钻头,锥形种植体的四头成形钻 35 手术组件 手机骨剖面仪 36 低轮廓基台骨剖面仪 36 某些手动骨剖面仪 36 骨剖面仪导针 36 骨剖面仪整理器和套件 36 骨丝锥,用于锥形种植体的致密骨丝锥 37 深度/方向指示器 用于锥形种植体,方向指示器、支架 38 杂项仪器 39 现场准备组件 直骨凿和斜骨凿、夏季骨凿 41 上颌窦提升器、环钻 42
铣床操作 - engr.hk
铣削是使用多齿切削刀具(称为铣刀,切削刃称为齿)来产生平面和复杂形状的过程。与已有数千年历史的车床不同,铣床的历史还不到两百年。由于它们需要比手动车床多得多的功率,因此它们的引入必须等待工业水力和蒸汽动力的发明。此外,必须首先提供所有机械部件,例如精确配合的滑轨、抵抗切削力的大型铸件、校准的丝杠和硬化钢切削工具。伊莱·惠特尼 (Eli Whitney) 于 1818 年左右发明了第一台铣床,但约瑟夫·A·布朗(后来加入布朗和夏普)的万能铣床的膝部和立柱支撑装置可追溯到 1862 年,标志着机器发展的重要一步。在十九世纪下半叶,铣床逐渐取代了刨床和刨刨机,后者具有车床式的单点刀头,可在工件上直线移动,每次刮削金属。铣床具有连续切削功能,不仅比刨床和刨刨机更快地去除金属,而且还可执行其他操作,例如切割齿轮和麻花钻的螺旋线。如今,铣床的数量远远超过刨床和刨刨机。新英格兰和后来中西部的美国人不断添加功能,最终形成了现代铣床。
铣床操作 - engr.hk
铣削是使用多齿切削刀具(称为铣刀,切削刃称为齿)来生产平面和复杂形状的过程。与已有数千年历史的车床不同,铣床的历史还不到两百年。由于它们需要比手动车床多得多的功率,因此它们的引入必须等待工业水和蒸汽动力的发明。此外,必须首先提供所有机械部件,例如精确安装的滑轨、抵抗切削力的大型铸件、校准的丝杠和硬化钢切削工具。伊莱·惠特尼 (Eli Whitney) 于 1818 年左右发明了第一台铣床,但约瑟夫·A·惠特尼 (Joseph A. Whitney) 的万能铣床采用了膝部和立柱支撑结构。布朗 (Brown)(后来加入布朗和夏普公司)的发明可追溯到 1862 年,标志着机器发展的重要一步。在十九世纪下半叶,铣床逐渐取代了刨床和刨床,后者具有车床型单点刀头,可在工件上直线移动,一次刮掉金属。铣床具有连续切削作用,不仅比刨床和刨床更快地去除金属,还可以执行其他操作,例如切割齿轮和麻花钻的螺旋线。如今,铣床的数量远远超过刨床和刨床。新英格兰和后来中西部的美国人不断添加功能,最终发明了现代铣床。