XiaoMi-AI文件搜索系统
World File Search SystemESTALOC
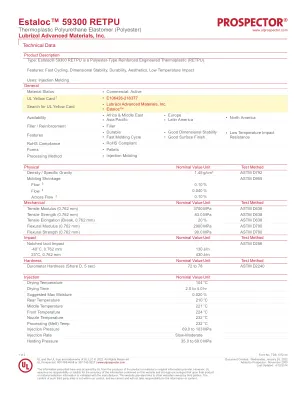
Estaloc™ 59300 RETPU
此处提供的信息由 UL 从产品或材料生产商或原始信息提供者处获得。但是,UL 对本网站所含信息的准确性不承担任何责任或义务,并强烈建议在最终选择产品或材料时与制造商核实信息。本网站提供指向第三方拥有的其他网站的链接。此类第三方网站的内容不在我们的控制范围内,我们不能也不会对信息或内容负责。

ESTALOC 59380 NAT 055
材料准备 加工前,ESTALOC™ 59380 NAT055 必须在 100ºC 下干燥 2-3 小时。建议在除湿型干燥机中干燥材料。目标露点应为 -30°C。水分含量必须低于 0.05% 推荐注塑温度曲线: