XiaoMi-AI文件搜索系统
World File Search SystemINCONEL
Brajendra Mishra
现在的职位:肯尼思·梅里亚姆(Kenneth G.和材料工程,科罗拉多州矿业学校。其他职位:首席科学顾问:全球矿物回收 - 一家专注于工业矿物废物价值恢复的初创企业。教育资格:博士学位,论文:明尼苏达大学,明尼阿波利斯大学,1986年8月,Inconel X-750对压力腐蚀破裂的敏感性。M.S. [Matl.sc. ],论文:明尼苏达大学,明尼阿波利斯大学,1983年3月,坦塔勒姆的h 2和d 2的电迁移:同位素效应。 B.Tech。 [Met。 erng],论文:1981年5月,哈拉格布尔印度理工学院,一些关于电钢的磁性老化的研究。 专业经验(学术):2001年9月至2015年8月:冶金与材料工程系Kroll提取冶金学院教授。 2000年:冶金与材料工程系Kroll提取冶金研究所副教授,1990年9月至8月。 1993年:Metall系的Kroll提取冶金研究所研究助理教授。 和材料工程专业经验(行业):1986年9月至8月。 1990年:印度塔塔钢铁公司研发部产品开发工程师。M.S.[Matl.sc.],论文:明尼苏达大学,明尼阿波利斯大学,1983年3月,坦塔勒姆的h 2和d 2的电迁移:同位素效应。B.Tech。 [Met。 erng],论文:1981年5月,哈拉格布尔印度理工学院,一些关于电钢的磁性老化的研究。 专业经验(学术):2001年9月至2015年8月:冶金与材料工程系Kroll提取冶金学院教授。 2000年:冶金与材料工程系Kroll提取冶金研究所副教授,1990年9月至8月。 1993年:Metall系的Kroll提取冶金研究所研究助理教授。 和材料工程专业经验(行业):1986年9月至8月。 1990年:印度塔塔钢铁公司研发部产品开发工程师。B.Tech。[Met。erng],论文:1981年5月,哈拉格布尔印度理工学院,一些关于电钢的磁性老化的研究。专业经验(学术):2001年9月至2015年8月:冶金与材料工程系Kroll提取冶金学院教授。 2000年:冶金与材料工程系Kroll提取冶金研究所副教授,1990年9月至8月。 1993年:Metall系的Kroll提取冶金研究所研究助理教授。和材料工程专业经验(行业):1986年9月至8月。 1990年:印度塔塔钢铁公司研发部产品开发工程师。1995年5月至9月。 1995年:德克萨斯州奥斯汀摩托罗拉市MOS-8部教师实习生,1996年5月至8月。 1996年:德克萨斯州奥斯汀摩托罗拉市MOS-8部教师实习生。

加工引起的残余应力综述
收稿日期:2022年3月15日;接受日期:2022年5月22日摘要由于摩擦、切屑形成和切削区域产生的热量,通过机械加工生产的零件具有残余应力。机械加工过程引起的残余应力对机加工零件的疲劳寿命有很大影响,从而缩短其使用寿命。为了提高机加工零件在实际应用中的性能,例如疲劳寿命、耐腐蚀性和零件变形,应研究和尽量减少残余应力。因此,预测和控制机械加工引起的残余应力对于提高机加工零件的质量非常重要。本文回顾了机械加工引起的残余应力的最新成果,以便进行分析和降低。对残余应力测量的不同方法进行了回顾和比较,包括破坏性方法、半破坏性方法和无损检测 (NDT) 方法,以便进行开发。为了最大限度地减少机加工部件中的残余应力,本研究考察了加工工艺参数、高速加工条件、冷却液、切削刀具磨损、边缘和半径对残余应力的影响。回顾了残余应力的分析和半分析建模、数值和 FEM 模拟技术,包括残余应力建模方法的先进方法,以预测机加工部件中的残余应力。研究了各种合金(如铝合金、生物医学植入材料、难切削材料(如镍基合金、钛基合金、英科乃尔基合金和不锈钢合金)中的残余应力,以提供有效的机加工部件残余应力最小化方法。人们已经意识到,评估和分析已发表论文的最新进展将有助于发展该研究领域。关键词:残余应力;加工操作

横切研发计划
•高级超敏化(AUSC)组件测试联盟:FE支持AUSC组件测试联盟,这是DOE,俄亥俄州煤炭开发办公室和行业合作伙伴的15年努力。该财团正在努力开发用于AUSC燃煤电厂的锅炉和蒸汽轮机的材料。材料的开发,包括重大的制造试验,重点是基于镍的合金,用于与760°C蒸汽循环条件一致的温度。•极端机构项目:该项目通过利用DOE国家实验室内的无与伦比的计算和实验材料科学专业知识和能力来解决建筑挑战的材料,成为一支旨在改善热能合金并改善现有和未来的化石能源能力的综合材料的综合团队。fe和Netl领导着合作伙伴实验室的财团。有关更多信息,请单击此处或访问edx.netl.doe.gov/extrememat/。•跨口衣材料研发:该计划还参与了与DOE和英国商业,能源和工业策略在化石能源技术方面的多年合作,并非常重视材料。合作伙伴关系的目的是共享和发展高温化石能源电厂应用的高温材料的知识和专业知识。有关更多信息,请单击此处或访问possil.energy.gov/usuk/。•材料的高性能计算(HPC4MTLS)程序:HPC4MTLS程序是DOE能源创新计划高性能计算的一部分。HPC4MTL通过使能源技术的访问能够获得DOE实验室的计算能力和专业知识,从而加快了行业发现,设计和开发能源技术中的材料。有关更多信息,请单击此处或访问hpc4mtls.llnl.gov/。•Supergitical Co 2飞行员合金项目:该飞行员项目证明了镍超合金(Inconel 740和Haynes H282)的易用性,可施加性,

轴类零件激光熔覆多场耦合数值模拟研究
摘要:轴类零件由于长期在恶劣环境下运行,很多关键零部件遭受腐蚀、磨损等问题,导致零件失效,无法继续服役,对失效零部件进行修复,提高其使用寿命势在必行。设计正交试验方案,基于ANSYS仿真平台,对4140合金结构钢激光熔覆Inconel 718合金粉末过程进行数值模拟,根据热平衡原理推导熔覆层厚度关系方程,建立有限元模型,耦合温度场、应力场和流体场3个模块,并通过不同模块分析,实现对激光熔覆不同过程的监控。最优熔覆参数为激光功率1000 W、扫描速度15 rad/s、光斑半径1.5 mm,热应力最大值为696 Mpa,残余应力最小值为281 Mpa,三因素对热应力最大值的影响程度为:激光功率>光斑半径>扫描速度。熔池在熔化过程中出现熔化“尖角”现象,内部呈现双涡流效应,最大流速为0.02 m/s。由于驱动力不同,凝固过程各个阶段呈现不同的形态。本文对激光熔覆过程进行了多场耦合数值模拟,获得了熔覆层残余应力较低的最优熔覆参数。熔化过程中熔池逐渐长大、扩大,但激光加载时间有限,熔池尺寸和形状最终固定,且熔池内部存在从中心向截面两侧流动的涡流,形成双涡流效应。凝固分为四个阶段,完成熔池液相向固相的转变,形成熔覆层。采用多场耦合数值模拟技术对熔覆层的温度场、应力场和流场进行分析,为后续激光熔覆实验提供熔覆层残余应力、表面质量的理论依据。

合金添加剂制造和复合覆盖
添加剂制造(AM)为具有内部功能的复杂组件带来了重要的设计和制造机会,例如以前无法使用液体火箭发动机推力室。该技术可节省大量成本和计划减少,除了通过减轻重量和增加利润来优化新的绩效。特定于再生冷却的燃烧室和液体火箭发动机的喷嘴,添加剂制造具有形成复杂的内部冷却液通道和通道的关闭功能,可以包含具有单个操作的高压液体推进剂。使用激光粉床融合(L-PBF),大部分添加剂制造开发都集中在整体合金上,这些合金不允许对结构进行完全优化。国家航空航天局(NASA)完成了AM双金属L-PBF GRCOP-84铜合金燃烧室,具有AM Electron Beam Freeform Inconel 625结构夹克在低成本上级推进(LCUSP)项目下。正在开发一个名为“快速分析和制造推进技术”(RAMPT)的后续项目,以进一步扩展大型多合金推力室,同时将综合覆盖技术与大量储蓄机会相对。除了这些主要的制造开发外,分析建模工作还补充了过程开发,以模拟AM过程以减少构建失败和扭曲。RAMPT项目还在GRCOP-42的L-PBF之外,还为上述各种制造工艺的供应链介绍了供应链。RAMPT项目具有三个主要目标:1)推进吹粉的导向能量沉积(DED)以制造整体通道大型喷嘴,2)开发复合覆盖技术,以减少重量并为推力室内组件提供结构性能力,3)开发Bimetallic和多金属添加性添加性添加性产物和轴向物质的材料,以优化材料。本文将概述RAMPT项目,流程开发和硬件进展,迄今为止,材料和热火测试结果以及计划的未来发展。

航天飞机主发动机
太空运输系统 HAER No. TX-116 第 248 页 第三部分 航天飞机主发动机 简介 航天飞机主发动机 (SSME) 是世界上第一台也是唯一一台适用于载人航天的完全可重复使用、高性能液体火箭发动机。分级燃烧发动机燃烧 LO2 和 LH2 的混合物将航天器送入太空。ET 为三个 SSME 提供燃料和氧化剂,SSME 在动力飞行的前两分钟与双 SRB 协同工作。发动机从点火到 MECO 总共运行了大约八分半钟,燃烧了超过 160 万磅(约 528,000 加仑)的推进剂。SSME 为航天飞机提供了超过 120 万磅的推力。SSME 分级燃烧循环分两步燃烧燃料。首先,双预燃室燃烧涡轮泵中的大部分氢气和部分氧气,产生高压和有限温度下的富氢气体。热气流推动高压涡轮泵中的涡轮。涡轮废气流入主燃烧室,燃料在这里完全燃烧,产生高压高温的富氢气体。主燃烧室的废气通过喷嘴膨胀产生推力。在海平面,推进剂为每个发动机提供大约 380,000 磅的推力,额定功率水平 (RPL) 或 100% 推力;390,000 磅的标称功率水平 (NPL) 或 104.5% 的 RPL;420,000 磅的全功率水平 (FPL) 或 109% 的 RPL(或在真空中分别约为 470,000 磅、490,000 磅和 512,000 磅)。发动机可在 67% 至 109% RPL 的推力范围内以百分之一的增量进行节流。所有三个主发动机同时收到相同的节流命令。这在升空和初始上升期间提供了高推力水平,但允许在最后的上升阶段降低推力。发动机在上升过程中采用万向节来控制俯仰、偏航和滚转。SSME 的运行温度比当今常用的任何机械系统都要高。点火前,地球上第二冷的液体 LH2 的温度为零下 423 华氏度。点火后,燃烧室温度达到 6,000 华氏度,比铁的沸点还要高。为了满足严酷操作环境的要求,开发了特殊合金,例如 NARloy-Z(Rocketdyne)和 Inconel Alloy 718(Special Metals Corporation)。 1036 后者是一种镍基高温合金,用于大约 1,500 个发动机部件,按重量计算约占 SSME 的 51%。
UNLP:FY2024 RENSERKING GURT GRATE摘要 TLR-RES-DE-2024-001,核设施运营技术的零信任体系结构 b'' 主题报告EPRI ANT LR 2024-03,“核设施分离”。 2024/10/02 Palisades重新启动LA DOCS-状态更新 DOE空间核电和推进(SNPP)活动 Terrapower主题报告的提交,“ Natrium Advanced反应堆的主要设计标准” 晶间应力腐蚀破裂 马萨诸塞州技术学院 secy-23-0021:拟议规则:高级反应堆的风险信息,包括技术的法规框架(RIN 3150-AK31) 主题报告 - 在线监视技术对... NEI 03-08,修订版4,“材料管理指南” 关于添加剂制造标准景观的观点 白皮书 - 融合能源系统监管框架的初步选择 熔融材料兼容性的技术评估... 开发融合能源系统的监管框架 - 融合公共会议幻灯片-03302021 PNNL-33730,“文献综述:反应堆压力容器中部分穿透焊缝的NDE”。 2021/05/21高级反应堆GEIS文档-UO2 Haleu Transportation套餐评估和建议
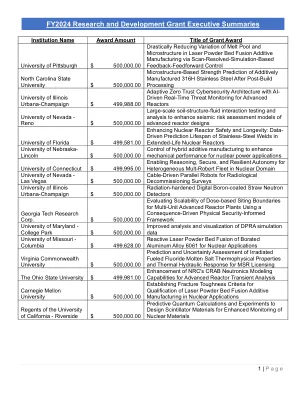
匹兹堡大学通过基于扫描分解的基于扫描模拟的反馈 - 馈线控制执行摘要摘要大大降低了激光粉池床融合添加剂制造的融化池和微观结构的变化:管理当地几次对激光粉末床融合(L-PBF)添加剂生产性能的影响是最高核心的一项优先级。因此,该程序的目的是开发一种基于仿真的反馈馈电控制方法,以维持整个L-PBF部分的熔体池和微观结构的一致性。特定的研究目标包括:(1)基于通过不同过程参数产生的测量熔体池维度开发经过实验验证的计算流体动力学(CFD)模型; (2)开发有效的混合CFD和FEM(有限元方法)模型,以模拟多轨,多层方案; (3)开发基于迭代模拟的反馈 - 馈线控制模型。该项目中的重点材料是基于镍的合金inconel 718,它广泛用于高温核应用中,例如核反应堆核心和热交换器。拟议的研究旨在解决核能社区中L-PBF进程的资格和更广泛采用的关键障碍。核芯和热交换器等核应用通常包含不同尺寸的几何特征,这会导致熔体池和微观结构在整个零件过程中差异很大。拟议研究中的关键创新是开发了混合CFD-FEM模拟模型,该模型为此基于反馈 - 反馈控制方法。通过使用准确的扫描分辨过程模拟,通过调整过程参数(激光功率和扫描速度)来最佳控制熔体池尺寸,预计熔体池和微观结构将在整个复杂部分中更加一致。通过减少新的L-PBF产品开发中昂贵的实验数量,可以以较低的成本进行熔体池和微观结构一致性的巨大改进,以更有效地执行资格。大多数L-PBF热过程模拟模型使用CFD或FEM;但是,前者是准确的,但在计算上非常昂贵,而后者是有效的,但不足以捕获熔体池的尺寸和温度,而随着局部几何形状的变化。在拟议的CIFEM(CFD施加的FEM)过程仿真模型中,瞬态热场是根据高保真CFD模拟计算的,并通过深度学习来推断。这些温度值是根据局部热环境所包含熔体池的局部FEM区域施加的,而其他地方的热传导则由FEM求解。开发的基于CIFEM的工艺模拟预计将是基于CFD的模拟效率的30-50倍,同时保持熔体池和温度场的预测准确性。使用CIFEM模型最佳地控制局部过程参数,预计熔体池尺寸的变化将减少50-70%,从而导致更一致的微观结构。因此,该项目将解决社区中的基本优先事项之一,并有助于促进更广泛的L-PBF程序在安全至关重要的核应用中。首席调查员:Albert C. TO,Albertto@pitt.edu

在电线和基于电弧的定向
[2] S. M. Thompson,L。Bian,N。Shamsaei和A. Yadollahi,“添加剂制造的直接激光沉积概述;第一部分:运输现象,建模和诊断,” Addive Manufacturing,第1卷。8,pp。36-62,2015年10月。[3] V. T. Le,H。Paris和G. Mandil,“使用增材和减法制造技术的直接零件再利用策略的制定”,《增材制造》,第1卷。22,pp。687-699,2018年8月。[4] V. T. Le,H。Paris和G. Mandil,“在再制造环境中合并添加剂和减法制造技术的过程计划”,《制造系统杂志》,第1卷。44,否。1,pp。243-254,2017年7月。[5] A. Ramalho,T。G. Santos,B。Bevans,Z。Smoqi,P。Rao和J. P. Oliveira,“污染对316L不锈钢线和ARC添加性生产过程中声学发射的影响”,Addived Manufacturing,第1卷。51,第1条。102585,2022年3月。[6] S. Li,J。Y. Li,Z。W. Jiang,Y。Cheng,Y。Z. Li,S。Tang等人,“控制Inconel 625的定向能量沉积期间的柱状到等式的过渡”,Addy Manufacturing,第1卷。57,第1条。102958,2022年9月。[7] T. A. Rodrigues,N。Bairrão,F。W。C. Farias,A。Shamsolhodaei,J。Shen,J。Shen,N。Zhou等人,“由Twin-Wire和Arc添加剂制造(T-WAAM)生产的钢 - Copper功能渐变的材料(T-WAAM)”,材料&Designs,第1卷。213,第1条。110270,2022年1月。66,否。8,pp。1565-1580,2022年8月。32,否。[8] V. T. Le,D。S. Mai,M。C. Bui,K。Wasmer,V。A. Nguyen,D。M. Dinh等,“过程参数和热周期的影响,对308L不锈钢墙的质量,该材料由添加剂生产产生的308L不锈钢墙,使用弧形焊接来源,使用弧形焊接源,焊接,焊接,焊接,”。[9] D. Jafari,T。H。J. Vaneker和I. Gibson,“电线和电弧添加剂制造:控制制造零件的质量和准确性的机遇和挑战”,《材料与设计》,第1卷。202,第1条。109471,2021年4月。[10] S. W. Williams,F。Martina,A。C. Addison,J。Ding,G。Pardal和P. Colegrove,“ Wire + Arc添加剂制造”,《材料科学与技术》,第1卷。7,pp。641-647,2016。[11] W. E. Frazier,“金属添加剂制造:评论”,《材料工程与性能杂志》,第1卷。23,否。6,pp。1917-1928,2014年6月。[12] J. Xiong,Y。Li,R。Li和Z. Yin,“过程参数对基于GMAW的添加剂制造中多层单频薄壁零件的表面粗糙度的影响”,《材料加工技术杂志》,第1卷。252,pp。128-136,2018年2月。[13] V. T. Le,“基于气体弧焊接的金属零件添加剂制造的初步研究”,VNUHCM科学技术杂志,第1卷。23,否。1,pp。422-429,2020年2月。58,否。4,pp。461-472,2020年7月。[15] W. Jin,C。Zhang,S。Jin,Y。Tian,D。Wellmann和W. Liu,“不锈钢的电弧添加剂制造:审查”,《应用科学》,第1卷。[14] V. T. Le,Q。H。Hoang,V。C. Tran,D。S. Mai,D。M. Dinh和T. K. Doan,“焊接电流对由薄壁低碳构建的形状和微观结构形成的影响,由电线添加剂制造建造的薄壁低碳零件”,《越南科学和技术杂志》,第1卷。10,否。5,第1条。1563,2020年3月。[16] T. A. Rodrigues,V。Duarte,J。A. Avila,T。G。Santos,R。M。Miranda和J. P. Oliveira,“ HSLA钢的电线和弧添加剂制造:热循环对微结构和机械性能的影响”,《增材制造》,第1卷。27,pp。440-450,2019年5月。[17] J. G. Lopes,C。M。Machado,V。R。Duarte,T。A。Rodrigues,T。G。Santos和J. P. Oliveira,“铣削参数对电线和弧添加剂生产产生的HSLA钢零件的影响(WAAM)”,《制造工艺杂志》,第1卷。59,pp。739-749,2020年11月。[18] A. V. Nemani,M。Ghaffari和A. Nasiri,“通过传统滚动与电线弧添加剂制造制造的船建造钢板的微观结构特性和机械性能的比较,”添加剂制造业,第1卷。32,第1条。101086,2020年3月。[19] P. Dirisu,S。Ganguly,A。Mehmanparast,F。Martina和S. Williams,“对线 +电线 + ARC添加剂生产的高强度高强度低合金结构钢组件的裂缝韧性分析”,材料科学与工程:A,第1卷,第1卷。765,第1条。138285,2019年9月。787,第1条。139514,2020年6月。[20] L. Sun,F。Jiang,R。Huang,D。Yuan,C。Guo和J. Wang,“各向异性机械性能和低碳高强度钢分量由Wired and Arc添加剂制造制造的低强度钢组件的变形行为”,材料科学和工程学:A,A,第1卷。[21] https://doi.org/10.1007/s11665-022-06784-7