XiaoMi-AI文件搜索系统
World File Search System切削液
含腐蚀抑制剂的 MAXCUT 2 切削液
• 本文件是根据 OSHA 危害通识标准 29 DGR 1910.1200 的 MSDS 要求编写的。 • OSHA 分类:无害 • 加州 65 号提案(1986 年安全饮用水和有毒物质强制执行法案):该州已知会导致癌症的物质:Eastman 未知) • 加州 65 号提案(1986 年安全饮用水和有毒物质强制执行法案):该州已知会导致不良生殖影响的物质:Eastman 未知) • 本文件是根据 WHMIS(加拿大)受控产品法规的 MSDS 要求编写的。 • WHNIS(加拿大)状态:不受控 • WHMIS(加拿大)危害分类:不适用 • 致癌性分类(存在的成分为 0.1% 或更多):
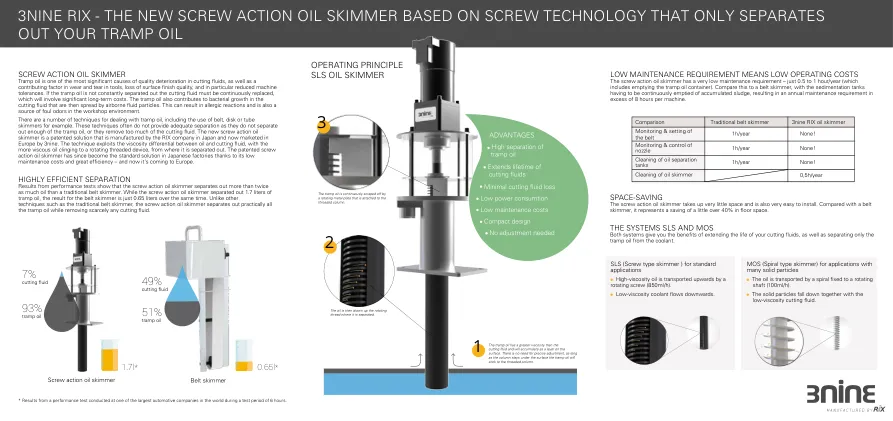
3nine rix——基于...的新型螺旋式撇油器
处理杂油的方法有很多,例如使用皮带、盘式或管式撇油器。这些技术通常不能提供足够的分离效果,因为它们不能分离出足够的杂油,或者会去除过多的切削液。新型螺旋式撇油器是一种专利解决方案,由日本的 RIX 公司制造,现在由 3nine 在欧洲销售。该技术利用油和切削液之间的粘度差异,粘度较大的油会粘附在旋转的螺纹装置上,然后从那里分离出来。专利的螺旋式撇油器由于维护成本低、效率高,已成为日本工厂的标准解决方案——现在它正在进入欧洲。

E-line“经济型”光学折射仪
E 系列手持式光学折射仪中的低成本型号特别适合中小型企业的轻工业用途以及处理水果、饮料、糖果、果酱、蜂蜜和其他含糖产品的业余爱好者,也可用于计算乙二醇、防冻剂、切削液和淬火剂等传热流体的浓度或混合比。

金刚石切片刀片使用说明
修整:为了获得最佳性能,应在最初和定期对切片刀片进行修整。使用合适的修整棒,可以去除切片刀片上先前的切割屑和金属污迹。经过适当调理的刀片切割速度更快,使用寿命更长。建议以机械方式使用修整棒,以避免刀片扭曲和碎裂。修整速度应在相对较低的负载(<100 克)和低速(<100 rpm)下降低。夹紧:适当夹紧样品,使样品在切割过程中不会移动。对于脆性样品,使用 Porometric 安装垫夹紧样品以吸收操作产生的振动。在切割结束时减少脆性样品的负载(减少切割结束时的断裂)。切割:在刀片达到所需速度后开始切割,然后缓慢施加负载。调整样品方向,使切割通过最小的横截面。法兰:使用最大的合适刀片法兰,以防止刀片变形。润滑剂:DIACUT 建议使用水基切削液,但也可采用酒精基切削液

塑料零件加工指南 - MCAM
大多数机械加工操作(不包括钻孔和切断)通常不需要冷却液。但是,为了获得最佳表面光洁度和紧密公差,建议使用非芳香族水溶性冷却液。喷雾和加压空气是冷却切削界面的非常有效的方法。矿物油基切削液虽然适用于许多金属和塑料,但可能会导致非晶态塑料(如 Altron™ PC、Sultron™ PPSU、Duratron™ U1000 PEI 和 Sultron™ PSU)的应力开裂。
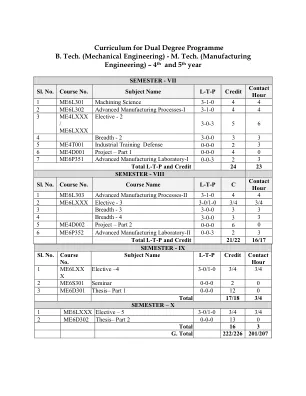
技术硕士(制造工程)- 4 年级和 5 年级
本课程的主要目标是使学生能够利用塑性和剪切原理分析传统加工过程,同时考虑速度、进给和切削深度、刀具几何形状、材料和冷却液的使用等工艺参数。 学生将能够通过基于物理定律的模型分析传统加工的机械和热方面。 他们还将了解刀具磨损的类型及其对工艺性能的影响以及克服这些问题的技术。 课程内容: 切削刀具的几何形状:不同参考系统中的车削、铣削和钻削;单点刀具、钻头和铣刀的切屑形成机制;断屑器;切削力的估算:理论和实验测定;斜切削:切屑流的方向,斜切削的 Merchant 解决方案;加工中的发热源,切削温度的测量和建模,切削液及其特性;切削刀具:基本特性和各种刀具材料,刀具磨损和失效的机制;加工过程的经济学;加工中的振动和颤动及其补救措施;表面粗糙度和表面完整性,用于评估表面完整性的特征;磨削:切屑形成机制;力和比能的建模;温度测量和热建模;以及机械加工、磨削中残余应力的评估;测量仪器和技术。推荐书籍:《金属切削:理论与实践》,A Bhattacharyya 著,New central book agency 出版,2010 年《金属切削原理》,MC Saw 著,牛津大学出版社出版,2002 年《机械加工与机床》,AB Chattopadhyay 著,Wiley India 出版,2011 年《机械加工与机床基础》,Boothryd 和 Knight 著,第 2 版,Markel Dekker Inc 出版,1989 年《机械加工过程基础:传统和非传统》,Hassan Abdel-Gawad El-Hofy 著,CRC Press 出版,2006 年。《制造过程》,JP Kaushish 著,PHI Learning 出版,2010 年《制造过程 1:切削》,Fritz Klocke 著,Aaron Kuchle Springer 出版,2011 年