XiaoMi-AI文件搜索系统
World File Search System铣刀
标准机器“基础版” 传统机器“基础版”
技术数据/技术特性 PF 41 ES Max。工作宽度/有用加工宽度 410 毫米 最大。切削量/最大进木量 8 mm 刀架直径/刨床主轴直径 95 mm 刀具数量/刀具数量 4 主轴转速 RPM/刨床主轴转速 tr/mn 5000 工作台长度/刨床工作台总长度 2200 mm 90°-45°倾斜挡板尺寸/刨床挡板倾斜90°÷45° 1200 x 160 mm 50/60 Hz时电机功率(HP) (S6)/50/60 Hz时电机功率(CV) (S6) 5 kW (6,6)/ 6 kW (8) 吸风罩直径/吸风直径 1 x Ø 120 mm 吸风速度/吸风速度 20 m/sec 空气消耗量/吸风消耗量 814 m³/h 基本机器净重/机器净重底座 411 公斤 设备 / 设备 用于薄工件的翻转栅栏 / 用于薄工件的附加伸缩导轨 • 铸铁开槽榫眼机 / Mortaiseuse en fonte • 带夹具的卡盘 5-10-16 毫米 / 带夹头的芯轴 5-10-16 毫米 • 自定心 Wescott 型卡盘 0-16 毫米 / 带自动定心芯轴 0-16 毫米(Wescott) • 带 4 把刀的“Tersa”铣刀块 / TERSA 型带 4 把刀的松木 • 带刀的螺旋主轴 / 带刀的螺旋轴 • 桥式刨床防护装置 / 松木桥防护装置 •
标准机器“基础版” 传统机器“基础版”
技术数据/技术特性 PF 41 ES Max。工作宽度/有用加工宽度 410 毫米 最大。切削量/最大进木量 8 mm 刀架直径/刨床主轴直径 95 mm 刀具数量/刀具数量 4 主轴转速 RPM/刨床主轴转速 tr/mn 5000 工作台长度/刨床工作台总长度 2200 mm 90°-45°倾斜挡板尺寸/刨床挡板倾斜90°÷45° 1200 x 160 mm 50/60 Hz时电机功率(HP) (S6)/50/60 Hz时电机功率(CV) (S6) 5 kW (6,6)/ 6 kW (8) 吸风罩直径/吸风直径 1 x Ø 120 mm 吸风速度/吸风速度 20 m/sec 空气消耗量/吸风消耗量 814 m³/h 基本机器净重/机器净重底座 411 公斤 设备 / 设备 用于薄工件的翻转栅栏 / 用于薄工件的附加伸缩导轨 • 铸铁开槽榫眼机 / Mortaiseuse en fonte • 带夹具的卡盘 5-10-16 毫米 / 带夹头的芯轴 5-10-16 毫米 • 自定心 Wescott 型卡盘 0-16 毫米 / 带自动定心芯轴 0-16 毫米(Wescott) • 带 4 把刀的“Tersa”铣刀块 / TERSA 型带 4 把刀的松木 • 带刀的螺旋主轴 / 带刀的螺旋轴 • 桥式刨床防护装置 / 松木桥防护装置 •
标准机器“基础版” 传统机器“基础版”
技术数据/技术特性 PF 41 ES Max。工作宽度/有用加工宽度 410 毫米 最大。切削量/最大进木量 8 mm 刀架直径/刨床主轴直径 95 mm 刀具数量/刀具数量 4 主轴转速 RPM/刨床主轴转速 tr/mn 5000 工作台长度/刨床工作台总长度 2200 mm 90°-45°倾斜挡板尺寸/刨床挡板倾斜90°÷45° 1200 x 160 mm 50/60 Hz时电机功率(HP) (S6)/50/60 Hz时电机功率(CV) (S6) 5 kW (6,6)/ 6 kW (8) 吸风罩直径/吸风直径 1 x Ø 120 mm 吸风速度/吸风速度 20 m/sec 空气消耗量/吸风消耗量 814 m³/h 基本机器净重/机器净重底座 411 公斤 设备 / 设备 用于薄工件的翻转栅栏 / 用于薄工件的附加伸缩导轨 • 铸铁开槽榫眼机 / Mortaiseuse en fonte • 带夹具的卡盘 5-10-16 毫米 / 带夹头的芯轴 5-10-16 毫米 • 自定心 Wescott 型卡盘 0-16 毫米 / 带自动定心芯轴 0-16 毫米(Wescott) • 带 4 把刀的“Tersa”铣刀块 / TERSA 型带 4 把刀的松木 • 带刀的螺旋主轴 / 带刀的螺旋轴 • 桥式刨床防护装置 / 松木桥防护装置 •
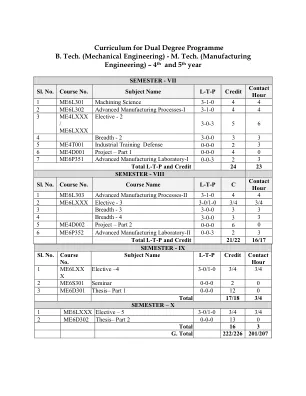
技术硕士(制造工程)- 4 年级和 5 年级
本课程的主要目标是使学生能够利用塑性和剪切原理分析传统加工过程,同时考虑速度、进给和切削深度、刀具几何形状、材料和冷却液的使用等工艺参数。 学生将能够通过基于物理定律的模型分析传统加工的机械和热方面。 他们还将了解刀具磨损的类型及其对工艺性能的影响以及克服这些问题的技术。 课程内容: 切削刀具的几何形状:不同参考系统中的车削、铣削和钻削;单点刀具、钻头和铣刀的切屑形成机制;断屑器;切削力的估算:理论和实验测定;斜切削:切屑流的方向,斜切削的 Merchant 解决方案;加工中的发热源,切削温度的测量和建模,切削液及其特性;切削刀具:基本特性和各种刀具材料,刀具磨损和失效的机制;加工过程的经济学;加工中的振动和颤动及其补救措施;表面粗糙度和表面完整性,用于评估表面完整性的特征;磨削:切屑形成机制;力和比能的建模;温度测量和热建模;以及机械加工、磨削中残余应力的评估;测量仪器和技术。推荐书籍:《金属切削:理论与实践》,A Bhattacharyya 著,New central book agency 出版,2010 年《金属切削原理》,MC Saw 著,牛津大学出版社出版,2002 年《机械加工与机床》,AB Chattopadhyay 著,Wiley India 出版,2011 年《机械加工与机床基础》,Boothryd 和 Knight 著,第 2 版,Markel Dekker Inc 出版,1989 年《机械加工过程基础:传统和非传统》,Hassan Abdel-Gawad El-Hofy 著,CRC Press 出版,2006 年。《制造过程》,JP Kaushish 著,PHI Learning 出版,2010 年《制造过程 1:切削》,Fritz Klocke 著,Aaron Kuchle Springer 出版,2011 年