XiaoMi-AI文件搜索系统
World File Search System搅拌

Kitchenaid无绳手搅拌器5KHBBV53
REFERENCES COLOURS EAN EAN MASTER PACK (2 UNITS) 5KHBBV53EBM MATTE BLACK 8003437609978 8003437609985 5KHBBV53BBM MATTE BLACK 8003437619946 8003437619953 5KHBBV53EER EMPIRE RED 8003437610240 8003437610257 5KHBBV53BER EMPIRE RED 8003437620003 8003437620010 5KHBBBV53EAC杏仁奶油8003437621956 800343437621970 5KHBBV53EDG木炭灰色8003437621987 8003437621994 5KHBBV53BDG木炭灰色8003437622022 8003437622038

陶瓷增强颗粒和铝基复合材料的搅拌铸造技术和技术挑战的回顾。
陶瓷金属复合材料具有重量轻、成本低、耐磨、耐腐蚀、强度高等特殊性能,是传统材料中颇具前途的先进材料。搅拌铸造是制造铝基复合材料成本最低、最简单的方法之一。搅拌铸造的主要局限性是增强陶瓷颗粒(团聚体)在金属基体中的分布不良、制造过程中复合材料的孔隙率以及陶瓷颗粒与熔融金属的润湿性。提高陶瓷金属基复合材料 (CMMC) 的搅拌铸造参数是许多研究的主要目标。本文将详细讨论搅拌铸造工艺,其中包括影响增强体均匀分布、制造过程中复合材料的孔隙率以及陶瓷金属基复合材料的力学性能的参数。

配备多个叶轮的单相搅拌容器中的功耗
在法律规定的某些条件下,图书馆和档案馆有权提供复印件或其他复制品。这些规定条件之一是,复印件或复制品不得“用于除私人学习、学术或研究以外的任何目的”。 如果用户请求或随后将复印件或复制品用于超出“合理使用”范围的目的,则该用户可能要承担侵犯版权的责任,

添加摩擦搅拌沉积:变形处理路线Tometal添加剂制造
经典的金属制造和连接涉及两种不同的途径:一条基于熔化和结合;其他利用塑性变形。要用所需的几何形状制造金属组件,配偶工程师可以加热并融化金属,将其倒入具有预定层形状的模具中,然后通过冷却使其在模具中凝固。这是铸造过程[1]。替代,当金属保留在固态中时,可能会将金属按或将金属锤成所需的形状。这是锻造过程[2]。在铸造更能产生较大且复杂的形状时,宽容会导致改善的机械性能,例如更好的延展性,更高的产量和拉伸强度以及较长的疲劳寿命。加入两个金属工件,材料工程师可以使用弧[3],煤气

通过加性摩擦搅拌制造产生的材料的辐射测试
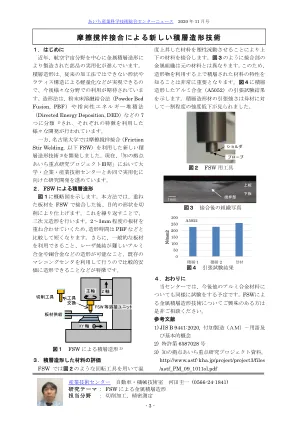
通过梅尔德过程沉积的标本。在此图像中,可以看到底物和第一个沉积层之间的界面以及第一和第二沉积层之间的界面。有助于识别接口红色箭头以及两侧的绿色虚线。

原创文章 基于Python编程的搅拌摩擦焊接头力学性能分析人工智能算法
摘要:在现代计算科学中,机器学习和优化过程之间的相互作用标志着最重要的发展。优化在机械工业中起着重要作用,因为它可以降低材料成本、减少时间消耗并提高生产率。最近的工作重点是对搅拌摩擦焊接工艺进行优化任务,以获得搅拌摩擦焊接接头的最大极限抗拉强度 (UTS)。为此选择了两种机器学习算法,即人工神经网络 (ANN) 和决策树回归模型。输入变量为工具转速 (RPM)、工具移动速度 (mm/min) 和轴向力 (KN),而输出变量为极限抗拉强度 (MPa)。观察到,在人工神经网络的情况下,训练和测试集的均方根误差分别为 0.842 和 0.808,而在决策树回归模型的情况下,训练和测试集的均方根误差分别为 11.72 和 14.61。因此,可以得出结论,ANN 算法比决策树回归算法提供更好、更准确的结果。

搅拌铸造合成伊拉克铝土矿陶瓷增强铝金属基复合材料的研究 MA Aswad*、SH Awad、AH Kaayem 部门
在过去的几十年里,研究人员对研究用铝土矿颗粒等矿物制备复合材料的天然优势表现出了极大的兴趣,并证明了它们作为高性能复合材料制造中成本效益高的增强剂的有效性。这项研究是使用不同比例(2、4 和 6 wt%)的伊拉克天然铝土矿粉末通过搅拌铸造和 Mg 添加剂制备铝金属基复合材料 (AMMC) 的一次新尝试。在实验工作中,将铝土矿石粉碎并研磨,然后在 1400 ○ C 下烧制粉末。使用粒度、XRD 和 XRF 分析对粉末进行表征。对 AMMC 铸件进行机械加工、抛光、预热,并使用硬度测量、微观结构观察和杨氏模量、泊松比和断裂韧性计算来表征其性能。此外,还通过从引伸计记录中测量裂纹口张开位移 (CMOD) 来评估其断裂韧性。结果表明,通过搅拌铸造添加 2 和 4 wt% 的镁和伊拉克烧铝土矿,可以成功生产出具有改进的断裂韧性、硬度和弹性模量性能的 AMMC。此外,CMOD 测量结果显示,添加 2 和 4 wt% 的铝土矿颗粒可使基质材料的“最大失效载荷”和“临界载荷下的临界 CMOD”分别增加至约“25 和 44%”和“32 和 47%”。此外,在这些比例下,通过 K IC 和杨氏模量计算的基质材料的断裂韧性分别显示出约“22 和 69%”和“8 和 12%”的改善。由于 AMMC 在这种比例下具有脆性,添加 6% 的铝土矿虽然可以记录硬度(57%)和弹性模量(22%)的最高改善,但无法使断裂韧性达到所需的改善。

Coleman 搅拌机单元中的玻璃纤维管道 - GovInfo
可以作为 Coleman 空气混合装置的一部分安装在现有的干墙隔断中,但它们不太适合现有的湿墙结构,因为挤压石膏键会减少螺柱空间的横截面积。空气通过

搅拌摩擦斑点的微观结构与性能研究进展...
1 Schilling C、von Strombeck A、dos Santos JF、von Heesen N。对搅拌摩擦点焊静态性能的初步研究。第二届搅拌摩擦焊国际研讨会 (2ISFSW) [Internet]。瑞典哥德堡:英国剑桥焊接研究所 (TWI);2000 年。可从以下网址获取:http://www.fswsymposium.co.uk/EasySiteWeb/GatewayLink.aspx?alId=1238963