XiaoMi-AI文件搜索系统
World File Search System机械性

机械纤维化对脆性...
随函附上 SSC-138 的副本,题为《机械纤维化对热轧钢板脆性断裂的影响》..— 。.—— —— 作者:B. M. Kapadia、A.—T.English 和 W. A. Backofen。这是麻省理工学院船舶结构委员会赞助的项目的第二份进度报告,旨在确定轧制结构与船板性能之间的关系。
管道及机械产品目录
3/4 x 1/2 x 1/2 20 x 12 x 12 359514 3/4 x 1/2 x 3/4 20 x 12 x 20 359513 3/4 x 3/4 x 1/2 20 x 20 x 12 359492 1 x 1 x 1/2 25 x 25 x 12 359493 1 x 1 x 3/4 25 x 25 x 20 359494 1-1/4 x 1-1/4 x 1 32 x 32 x 25 359495 1-1/2 x 1-1/2 x 1/2 40 x 40 x 12 359515 1-1/2 x 1-1/2 x 3/4 40 x 40 x 20 359496 1-1/2 x 1-1/2 x 1 40 x 40 x 25 359497 2 x 2 x 1/2 50 x 50 x 12 359498 2 x 2 x 3/4 50 x 50 x 20 359499 2 x 2 x 1 50 x 50 x 25 359500 2 x 2 x 1-1/2 50 x 50 x 40 359501 2-1/2 x 2-1/2 x 1/2 65 x 65 x 12 359503 2-1/2 x 2-1/2 x 3/4 65 x 65 x 20 359504 2-1/2 x 2-1/2 x 1 65 x 65 x 25 359505 2-1/2 x 2-1/2 x 1-1/4 65 x 65 x 32 359506 2-1/2 x 2-1/2 x 2 65 x 65 x 50 359507 3 x 3 x 2 75 x 75 x 50 359502 4 x 4 x 2 100 x 100 x 50 359508 4 x 4 x 3 100 x 100 x 75 359509
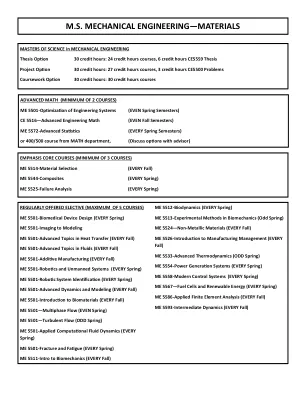
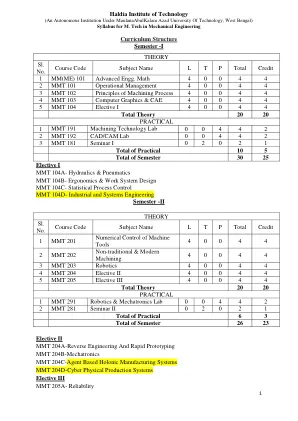
机械工程硕士(结构 A)| ...
i. 拥有该领域或相关领域的学士学位,且最低 CGPA 为 2.75 或同等成绩,并被 HEP 委员会接受;或 ii. 拥有该领域或相关领域的学士学位或同等成绩,且最低 CGPA 为 2.50 且未达到 CGPA 2.75,可通过严格的内部评估予以接受;或 iii. 拥有该领域或相关领域的学士学位或同等成绩,且最低 CGPA 为 2.00 且未达到 CGPA 2.50,可通过在相关领域拥有至少 5 年工作经验并通过严格的内部评估予以接受。 iv. 没有相关领域资格或相关工作经验的候选人必须参加 HEP 确定的适当的先修课程,并根据 (i) 至 (iii) 达到最低 CGPA。 v. 对于国际学生:托福 (TOEFL) 成绩达到 500 分或雅思 (IELTS) 成绩达到 5.0 分或同等成绩。

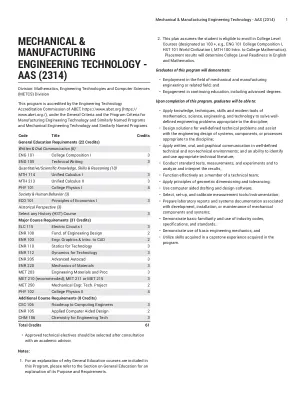
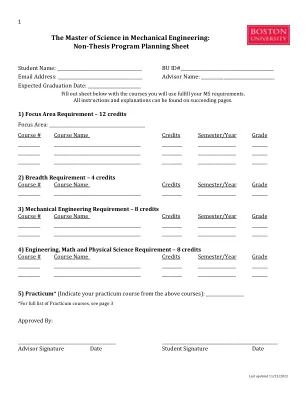
机械工程理学硕士
课程编号 课程名称 学分 学期/年份 年级 __________ _______________________________________ _________ _________________ _________ __________ _______________________________________ _________ _________________ _________ __________ _______________________________________ _________ _________________ _______ 2) 广度要求 – 4 个学分 课程编号 课程名称 学分 学期/年份 年级 __________ _______________________________________ _________ _________________ _______ 3) 机械工程要求 – 8 个学分 课程编号 课程名称 学分 学期/年份 年级 __________ _______________________________________ _________ _________________ _______ __________ _______________________________________ _________ _________________ _______ 4) 工程、数学和物理科学要求 – 8 个学分课程# 课程名称 学分 学期/年份 成绩 __________ _______________________________________ _________ _________________ _______ __________ _______________________________________ _________ _________________ _________