XiaoMi-AI文件搜索系统
World File Search System焊道

焊道表面缺陷的形成及其影响
将一根管道连接到另一根管道是一项劳动密集型过程,因为它需要焊接、螺纹或法兰以及相关设备。虽然这种类型的钢包含多种元素成分,主要含有铁,但可以添加其他几种金属成分,对其可焊性和强度产生很大影响 [1-3]。焊接钢通常需要预热和后热处理,以防止焊接开裂,而焊接钢(如高碳钢)更容易出现焊接开裂,需要特殊的焊接填充金属。裂纹是指焊接熔池未填满的焊缝,它是由焊接金属冷却时发生的收缩应变引起的。当收缩受限时,将引起导致开裂的残余应力。据此,通常会导致开裂的典型因素包括:(i) 焊接过程中产生的氢气、(ii) 易开裂的硬脆结构和 (iii) 作用于焊接接头本身的拉伸应力 [2,4-6]。可以说,钢的碳当量越高,可焊性越差。这意味着碳含量超过 0.2% 的钢的可焊性被认为是较差的,因为钢的硬度高,开裂的可能性也高。相比之下,低碳钢显示出优势,并且是室温下最容易焊接的钢

线弧增材制造中焊道几何形状和操作条件确定方法
摘要。使用定向能量沉积 (DED) 工艺(例如电弧增材制造 (WAAM))制造零件时,需要确定沉积路径和操作参数(送丝速度、焊枪速度、能量)。虽然操作参数会影响制造的焊珠的几何形状,但沉积轨迹会影响这些焊珠排列以填充目标形状的方式。焊珠几何形状对热条件(难以准确管理)的强烈依赖性使得选择适当的参数变得复杂。可以通过多种方式解决该问题,本文提出了一种根据零件的当前状态(模拟或测量)和制造或几何约束确定轨迹和操作参数的方法。提出的方法分为两个阶段:
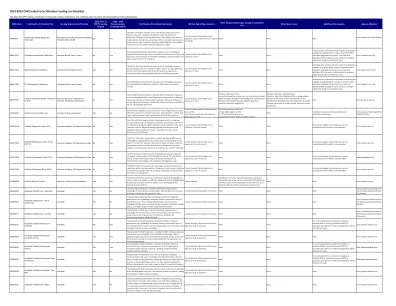
2022-2023 CAPE 行业认证资助清单详情
AWS 认证焊工 – 气体保护钨极电弧焊 (GTAW) 管道 – 不锈钢到碳钢被视为异种金属(不锈钢填充金属到碳钢母材)的 A 级管道焊工认证。这是一项动手操作的行业焊接测试,它衡量焊工在 2 英寸 Schedule 80 碳钢管上以 6G 位置焊接完好焊缝金属的技能。该测试将使用 309L 填充金属从根部焊道、填充焊道到盖面焊道进行焊接,并使用背衬气体氩气吹扫。(ASME)美国机械工程师学会 - 第 1X 节锅炉和压力容器规范和程序,管理 2 英寸管道焊接测试的资格和认证。应使用(NDT)无损检测(VT)目视检测和/或 x 射线以及引导弯曲测试来检查该测试,以确定焊接测试是否符合管理规范和程序的标准。

火焰矫直淬火和回火...
多年来,对于热轧钢,造船厂一直依靠火焰矫直来消除制造过程中引入的焊接变形。这些钢对火焰矫直温度的要求相对较高,因此造船厂可自行决定是否采用该工艺。另一方面,淬火回火钢通过受控热处理来发展其机械性能*,因此这些性能可能因制造过程中暴露于高温而受损。出于这个原因,目前禁止对淬火回火钢进行火焰矫直。火焰矫直去除变形的替代方法是使用机械力和面板拆卸,然后重新焊接。在极少数情况下,允许使用额外的焊道板焊缝。
LMD-p 和 WAAM 过程的现场监测和闭环控制。
• 实施监控以表征熔池的热稳定性和几何稳定性、熔珠的形态以及零件内的热梯度和制造过程中零件的变形。 • 优化测量数据的处理:将数据压缩为可靠、有效的残留状态指标(局部热稳定性、熔池形态稳定性、层高或焊道形状的稳定性);减少数据处理时间;合并来自不同来源的数据;研究闭环数据使用中的不确定性的传播。 • 根据不同标准对解决方案的效率进行评估:精度(准确度、保真度)、空间分辨率、采集和处理时间与在线使用的兼容性、残余状态指标对过程偏差的敏感性、实施的简易性。
通函编号 314-01-1288c,日期为 2019 年 11 月 18 日,关于
表示已测试的焊缝。锚焊缝应按照焊接材料制造商推荐的方式进行焊接。焊接锚焊缝时,允许使用屈服强度等于或低于母材屈服强度不超过 25 % 的其他焊接材料。为防止氢裂纹,如有必要,焊接过程中应使用预热、焊道间加热和后加热。为确保最低氢含量,所有用于制作锚焊缝的焊接材料都应根据制造商的建议进行干燥。锚固焊缝完成后,应冷却至环境温度,并根据 ISO 17637 进行目视检查,以确认表面有无裂纹(检查等级未作规定)。”。5 第 6.3.2.2.3 款由下列文字替代:
通函编号 314-01-1288c,日期为 2019 年 11 月 18 日,关于
表示已测试的焊缝。锚焊缝应按照焊接材料制造商推荐的方式进行焊接。焊接锚焊缝时,允许使用屈服强度等于或低于母材屈服强度不超过 25 % 的其他焊接材料。为防止氢裂纹,如有必要,焊接过程中应使用预热、焊道间加热和后加热。为确保最低氢含量,所有用于制作锚焊缝的焊接材料都应根据制造商的建议进行干燥。完成锚焊后,应将其冷却至环境温度,并根据 ISO 17637 进行目视检查,以确认表面裂纹(检查等级不受规定)。”。5 第 6.3.2.2.3 段由以下文本替换:
文件 I-1586-2024
铝合金 Rafael Nunes、Koen Faes、Wim Verlinde、Wim De Waele、Matthieu Lezaack、Aude Simar (比利时) 文档 XII-2723-2024/ I-1602-2024/ IV-1639-2024 [43] 0955:DED 线材增材制造资格认证途径 Teresa Melfi、Mark Douglass (美国) 文档 XII-2724-2024/I-1603-2024/IV-1640-2024 [44] 1015:高强度 Al-Mg-Si 合金的线材电弧增材制造 Andreas Pittner、Rene Winterkorn、Cagtay Fabry、Michael Rethmeier (德国) 文档XII-2725-2024/I-1604-2024/IV-1641-2024 [45] 1035:WiiW John Lippold(IIW)演讲 茶歇(1045-1115) 第 6 节:主席:Gunther Mohr [46] 1115 工艺模式和参数对低合金钢丝和电弧定向能量沉积焊道几何形状的影响

AM与锻造Ti6Al4V板材激光对接焊接头特性研究
摘要 钛合金Ti6Al4V具有强度高、耐腐蚀性能好等优点,被广泛应用于医疗、汽车、航空航天等行业。另一方面,增材制造(AM)技术可以给予产品设计的自由度。为了推广AMed产品,需要将AMed与锻造产品连接起来,了解接头特性非常重要。本研究在氩气保护下用光纤激光器对Ti6Al4V板进行对接焊,并实验研究了激光焊接锻造/锻造、AMed/AMed、AMed/锻造Ti6Al4V板的接头特性。AMed板的抗拉强度高于锻造板,但AMed板的伸长率较小,这是因为AM工艺中AMed板在激光辐照过程中由于快速冷却而产生α'马氏体。然后,AMed/AMed板的激光焊接接头具有较高的抗拉强度,但伸长率小于锻造/锻造板。强化/锻造钢板的焊接接头表现出良好的焊接状态,因为较小的热输入导致锻造钢板和强化钢板之间形成较小且硬度较高的焊道。

电弧增材制造在半圆柱壳几何强化中的模拟
摘要:电弧增材制造 (WAAM) 是一种基于气体保护金属电弧焊的增材制造工艺。它允许通过控制焊珠的沉积和堆叠来制造大体积金属部件。除了近净成形的金属部件制造外,WAAM 还应用于结构部件(例如壳体几何形状)的局部加固。然而,此过程可能会导致不希望的热诱导变形。在这项工作中,通过实验和瞬态热机械有限元模拟研究了半圆柱壳体几何形状的 WAAM 加固引起的变形。在实验中,将焊珠施加到样品上,同时使用热电偶测量其热历史。使用位移传感器记录正在发生的变形。实验数据用于校准和验证模拟。使用经过验证的模型,可以预测样品的温度场和变形。随后,使用模拟来评估不同的沉积模式和壳体厚度与由此产生的部件变形之间的关系。调查显示,壳体厚度与变形之间存在非线性关系。此外,焊道的方向和顺序对变形的形成有显著影响。然而,这些影响随着壳体厚度的增加而减弱。