XiaoMi-AI文件搜索系统
World File Search System电弧

Ti基异质合金的多丝电弧增材制造:
P. F. Jiang a , X. R. Li a , X. M. Zong b , X.B. 王 c 、Z. K. 陈 b 、 H. X. 杨 d 1 、 C. Z. 刘 e 、 N .K.高a,Z.Z 。

通过线材 + 电弧增材制造工艺生产的 Inconel 718 和 Inconel 625 的微观结构和机械性能
在开发用于耐热和抗蠕变合金的线材+电弧增材制造 (WAAM) 工艺时,结构由镍基高温合金 Inconel 718 (IN718) 和 Inconel 625 (IN625) 构建。在本文中,使用等离子转移电弧工艺在这两种高温合金中沉积壁结构。在光学和 SEM 下分析微观结构;两种合金均显示出具有长柱状晶粒的典型树枝状结构,合金之间差异不大。研究结果表明,结构包括合金元素的明显偏析,具有潜在的金属间相,例如合金中还发现了 Laves 相和 δ 相,这表明 Nb 和 Mo 在晶界和树枝状区域偏析明显更多。这些合金还经过了室温机械测试,此外,IN625 样品在固溶和时效处理后进行了测试。硬度测量表明,与固溶状态下的锻造合金相比,WAAM 工艺通常可使材料硬度增加约 10%。与沉积状态相比,IN625 的热处理样品硬度增加了约 6%。IN625 的伸长率显示出更大的值。总体而言,IN718 的强度高于 IN625,而伸长率较低。对两种合金及其文献中所述的最大 UTS 和 YS 值进行比较后发现,WAAM 制造的 IN718 和 IN625 在沉积状态下可达到最大 UTS 的一半多一点,无需后处理。在 IN625 中测试的热处理工艺略微缩小了 UTS 性能的差距 3.5%。
电弧增材制造的海洋应用
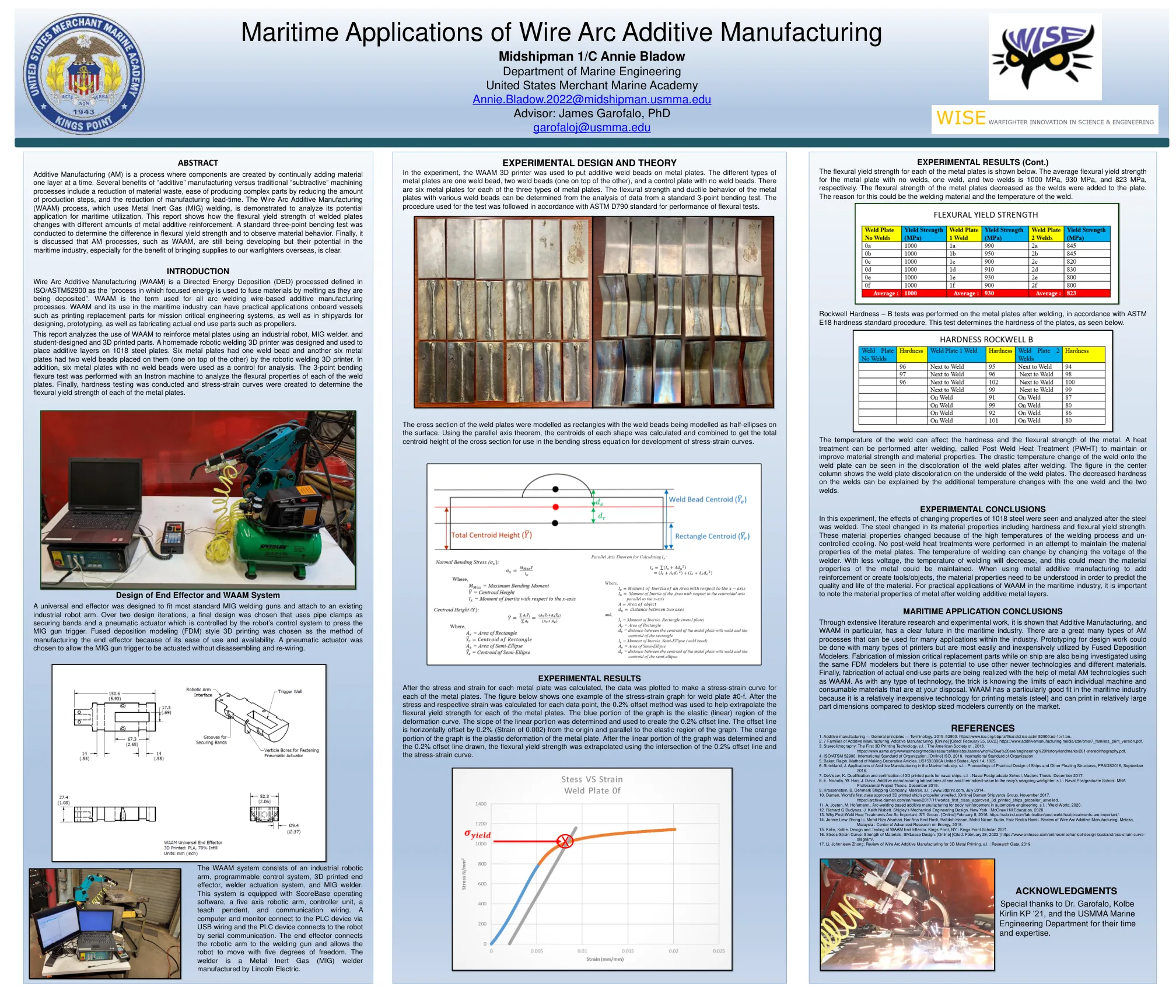
增材制造 (AM) 是一种通过一层一层地不断添加材料来创建组件的工艺。与传统的“减材”加工工艺相比,“增材”制造有几个好处,包括减少材料浪费、通过减少生产步骤来轻松生产复杂零件以及减少制造前置时间。本文展示了使用金属惰性气体 (MIG) 焊接的电弧增材制造 (WAAM) 工艺,以分析其在海事领域的潜在应用。本报告展示了焊接板的弯曲屈服强度如何随着不同数量的金属添加剂增强而变化。进行了标准三点弯曲试验,以确定弯曲屈服强度的差异并观察材料行为。最后,本文讨论了 WAAM 等 AM 工艺仍在开发中,但它们在海事行业的潜力是显而易见的,尤其是可以为我们的海外作战人员提供补给。


真空电弧科学与技术手册
电弧可以定义为气体或蒸汽中两个电极之间的放电,其阴极电压降为气体或蒸汽的最小电离或最小激发电位的量级。电弧是一种自持放电,能够通过提供其自身的机制从负极发射电子来支持大电流。大自然自古以来就以闪电的形式为我们提供了电弧,但直到伏打电堆出现后,汉弗莱·戴维爵士才于 1810 年左右在实验室中首次研究了电弧。电弧可以由火花或辉光放电引发,也可以由两个带电电极之间的接触分离引发。当接触断开时,流过电极的电流会熔化并蒸发最后一个小接触点,留下金属蒸汽放电,如果外部电路的电阻较低,则该放电会发展成电弧。电弧可能存在于高气压或低气压的环境中,也可能只存在于其挥发电极的蒸汽中。大自然似乎从未预料到真空环境中会出现电弧。这是人类的发明。术语“真空弧”是错误的用词。真空弧的真正含义是真空环境中的金属蒸汽电弧。然而,由于真空弧这一术语很常用,并已被文献接受,因此它在这里保留下来,并成为本书的主题。真空弧燃烧在封闭的空间中,在点燃之前是高真空。这种电弧的一个特征是,在点燃后,如果能量密度足够高,它会通过消耗阴极(有时是阳极)产生自己的蒸汽。蒸汽被部分电离,提供导电等离子体以实现电极之间的电流传输。某些基本过程发生在所有类型的电放电中,包括电弧。这些单独的过程自大约 1900 年以来一直在研究。

通过线材和电弧添加剂抑制各向异性...
收稿日期:2017 年 1 月 X 日;修订日期:2017 年 2 月 X 日;接受日期:2017 年 3 月 X 日 摘要 增材制造 (AM) 因其高材料利用率和产品设计灵活性而受到越来越多的关注。WAAM 的特点是能够管理各种金属材料和高沉积速度。然而,它的形状精度低于通过其他 AM 工艺积累的形状精度,并且需要精加工作为后处理。此外,由金属组成的 AM 积累由于反复熔化和快速凝固而具有复杂的热历史。因此,使用 SUS316L 奥氏体不锈钢,其积累的微观结构中会发生树枝状生长。因此,与等粒结构相比,不锈钢的机械性能(例如延展性和屈服强度)是各向异性的。因此,我们在此提出了一种结合线材和电弧增材制造 (WAAM) 和精加工系统的新系统。在该方法中,当熔融金属凝固时,通过旋转工具进行精加工。使用新系统进行实验,以抑制 WAAM 累积产生的各向异性微观结构。作为旋转工具,使用切削工具和摩擦搅拌抛光 (FSB) 工具。进行微观结构观察和 X 射线衍射分析以评估累积的各向异性。使用新系统,可以抑制累积中的枝晶生长。通过将上述同时处理系统应用于 WAAM 沉积的最外层,预计可以通过表面改性提高疲劳强度并简化精加工工艺。 - 关键词:线材和电弧增材制造、定向能量沉积、X 射线衍射分析、精加工工艺、切削、摩擦搅拌抛光

使用电弧添加剂制造在机床再制造中修复受损零件
根据实验结果进行了验证实验。图12显示了用于验证的样品的示意图。在经常发生破裂的地方的部分中,在验证实验的样品中产生了样本。图13显示了使用加工和WAAM进行表面缺陷修复的修复的工作流程。表面通过插槽加工扁平,以确保沉积材料固定在表面上。此外,还应用了插槽加工以使沉积高度大约恒定。使用WAAM填充了通过插槽处理的扁平表面。后处理以获得与现有零件相同的规格。验证实验为

阴极电弧物理气相沉积 (CAPVD)
CAPVD 的主要优势包括:形成高密度、高附着力的涂层,具有良好的沉积速率和厚度控制(± 5 纳米)。ARCI 的半工业化设备配备 400 毫米长(Ф:110 毫米)圆柱形阴极,与任何其他传统 CAPVD 设备相比,它能够减少液滴形成。要涂覆的目标的最大尺寸可以是:350 毫米长 x 100 毫米宽(Ф)。CAPVD 设备具有独特的优势,可用于开发汽车、航空航天、制造、光学、电子、替代能源等主要领域的薄膜/涂层。

采用线材和电弧添加剂生产的 AA5083(Al-Mg)板材……
摘要 在各种增材制造 (AM) 技术中,线材和电弧增材制造 (WAAM) 是最适合生产大型金属部件的技术之一,同时也表明其在建筑领域具有应用潜力。目前已有多项研究致力于钢和钛合金的 WAAM,最近,人们也在探索 WAAM 在铝合金中的应用。本文介绍了使用商用 ER 5183 铝焊丝生产的 WAAM 板的微观结构和机械特性。目的是评估平面元件在拉伸应力下可能出现的各向异性行为,考虑相对于沉积层的三个不同提取方向:纵向 (L)、横向 (T) 和对角线 (D)。进行了成分、形态、微观结构和断口分析,以将 WAAM 引起的特定微观结构特征与拉伸性能联系起来。发现试样取向具有各向异性行为,T 试样的强度和延展性最低。造成这一现象的原因在于,微观结构不连续性在拉伸方向上存在不利的方向。拉伸试验结果还表明,与传统的 AA5083-O 板材相比,其整体机械性能良好,表明未来可用于实现非常复杂的几何形状和优化形状,以实现轻量化结构应用。