XiaoMi-AI文件搜索系统
World File Search System离轴
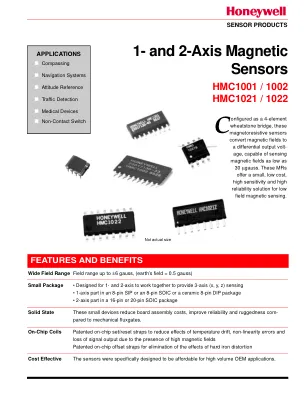
1 轴和 2 轴磁传感器 - Farnell
OFFSET- (A) 1 OUT+ (A) 2 VBRIDGE (A) 3 OUT- (A) 4 OUT- (B) 5 VBRIDGE (B) 6 GND (A) 7 S/R+ (B) 8 5 S1 9.82 Tw�[(423.6.6.4 -1S)353B28.26R388 re�213[(423.6.6.4+M213.865 423.94-423.678 668Tj�Tj�01A213.13[(423.6.6.277194 l�4 43461.475 0 823 w 3465.4313- (13.174 -8 r313- 4213.174 7�0.475 0436.4b7 0.353 98. 0.6.6.465 70.384 -6947.696 1411.840558848 -4.60423 w0 01007 -6.73213.10 01007 -3.135.84 l�44�9.28.2.353�9.20.318 -3226 0 038e�B57 437.4918 479.5 A013 Tm�0.0001 0 98.2 S/R+ 0 9C�21 0.49480.86.4774914 429.2 419.6¥2.24 1845 1.694 43461.434 75323 w 3465.431e�f�113.174 -8 r31e�68613.174 7�0.434 7480.4b7 0.353 98.84 -1.4310.6.953B28.2684 - 1411.8484 8428.16.35 3 w0 492.431 -0(13.194 0.6.41 -0(13.f2 m�57�0 Tw�(�9.28.2.353�9.20.318 -3226 T�8030(157 437.4918 4 偏移+)Tj9.5 B2.24HMC1021S)Tj�/F6 1 �[(.656179 0 2 -3914 429.22 -1.4 TD�-0.16)-5f�98.0001 T�1.5825 �[(OUT- �)-5f�98.�0 T1.5825 �[(OUT-88 -1.4 TD�0.14)-5f�98.�0 �1.5825 �[(OUT-]TJ�-0.2217 13)-5f�97.0001 TB25 �[(OUT-]]TJ�-0.0288 -1.4 12)-5f�98.0TJ�1.5B25 �[(OUT- �)-5f�98.0001 T-1.5B25 �[(OUT-2 -1.4 TD�-0.10)-5f�98.0001 T�1.5B25 �[(OUT- 9)-11TJ�S)0(0 T1.5B25 �[(O/F3OUT+S)Tj�/97e�440�9.47493.6.94344712 81.2309 490TD�-0.000101 Tw�[(OFFSUT- (+)-643.9(1)]TJ�-1.806 -1.4 TD�0 Tc�[(VBR48.4)-643.9(6)]TJ�2.274 TD�01.4 TD7(VBRIDG (A))-643.8(7)]TJ�2)]TJ�2.2784BRIDG •2A))-644(1)�0 Tc0002 TwT*�[(OUT-5283ND)-644(3)]TJ�-0.2217 - OFFSE2 Tw�[(VBRIDG ©A))-644(1)]1 Tc�-02.2787(OFFSET- �A))-644(1)]TJ�.0002 Tw�[(S/R+ &.42.430 0 8.24.807�213.5-469. 0 058.430 0 8.20.423.13.5-469. 45 12.430 0 8.20.423.13.5-469.f&.42.4292010724.807�213.5-469. 0 058.4292010720.423.13.5-469. 45 12.4292010720.423.13.5-469.f&.42.420 023.4.807�213.5-469. 0 058.420 023.0.423.13.5-469. 45 12.420 023.0.423.13.5-469.f&.42.42 6611.24.807�213.5-469. 0 058.42 6611.20.423.13.5-469. 45 12.42 6611.20.423.13.5-469.f&.42.425 05A214.807�213.5-469. 0 058.425 05A210.423.13.5-469. 45 12.425 05A210.423.13.5-469.f&.42.424T- 414.807�213.5-469. 0 058.424T- 410.423.13.5-469. 45 12.424T- 410.423.13.5-469.f&.42.422�199.24.807�213.5-469. 0 058.422�199.20.423.13.5-469. 45 12.422�199.20.423.13.5-469.f&.42.42 Tc96214.807�213.5-469. 45 12.42 Tc96210.423.13.5-469. 0 058.42 Tc96210.423.13.5-469..845 1.694 -.449sc�05 -18�0.31e�6436m05 -1241820 0 8613.464 0.7820 069813.46-125.431e.6670.4b7 0.353 98496- 49431e.36353B24.4)-0 0 2-469。 96- 49420 013353B24.4) –469。 96- 49431e�59153B24.4) –469..845 1.694 9 0 36442 4 -926m09 0 38424T-8.23.468.288 24T-81423.463.68612 4 -A213.b7 0.353 98473.8634255 039 14 -1147.694-469.f�f�978425 081M2139C�.14252.901.519C�.10142560 8.23.f2 m�8.282T+S
麦克罗比群轴轴轴的食物。 ...
图1。肠道菌群与大脑之间的双向通信是由涉及内分泌系统,神经系统和免疫系统的直接和间接途径介导的。这些途径使用各种效应子,包括激素,神经递质,微生物代谢产物,肽,酶,免疫因子,进一步影响我们的代谢和整体健康。下丘脑 - 垂体 - 肾上腺(HPA)轴的激活与应力因素或营养不良的发生有关。在肾上腺皮质激素(ACTH)的影响下,肾上腺开始产生和分泌应激激素(皮质醇),这负责调节肠道免疫和屏障功能。在biorender.com中创建。

线粒体 - 覆盖轴轴调节生存...
原理:基于干细胞的疗法已成为组织工程和再生医学的有前途的工具,但是它们的治疗疗效在很大程度上受到氧化应激诱导的受伤组织部位移植细胞的丧失的限制。为了解决这个问题,我们旨在探索ROS引起的MSC损失的潜在机制和保护策略。方法:使用实时PCR,Western blotting和RNA测序评估了TFAM(线粒体转录因子A)信号传导,线粒体功能,线粒体损伤,DNA损伤,凋亡和衰老。还分析了MSC中TFAM或LNCRNA核拼接组件的转录本1(Neat1)敲低或过表达对线粒体功能,DNA损伤修复,凋亡和衰老的影响。在肾脏缺血/再灌注(I/R)损伤的小鼠模型中评估了线粒体靶向抗氧化剂(mito-tempo)对移植MSC存活的影响。结果:线粒体ROS(MTROS)爆发导致TFAM信号传导和总体线粒体功能的缺陷,这进一步损害了Neat1表达及其介导的副夹层的形成和MSC中的DNA修复途径,从而在氧化应激下共同促进MSC衰减和死亡。相比之下,有针对性的抑制MTROS爆发是一种足够的策略,可以减轻受伤组织部位的早期移植MSC损失,而Mito-Tempo的共同给药可改善移植的MSC的局部保留和减少缺血性肾脏的氧化损伤。结论:本研究确定了线粒体 - 拼双轴在调节细胞存活中的关键作用,并可能为开发用于组织工程和再生医学的先进干细胞疗法提供见解。

肠道轴轴:肠道菌群对
摘要:简介:皮肤稳态与营养不良之间的双向联系,以及肠道微生物群的影响及其对皮肤等远处器官(例如皮肤)的免疫调节潜力的影响,已成为不断扩大的研究领域,伴随着人口老化的现象,可以预防策略娱乐的发展,并延迟娱乐的发展。以健康的方式按时间顺序排列。材料和方法:这是对文献的叙述性回顾,使用了皮肤老化,肠道营养不良,肠道微生物群,肠,肠,肠,益生菌和益生菌轴的描述符。被调查的电子数据库是NCBI,PubMed,Scielo和Google Scholar。调查是在2024年3月至2024年11月之间的英语和葡萄牙语进行的。总共将25篇文章用作有关研究的基础。理论参考:微生物群失衡,称为营养不良,会损害免疫功能和皮肤健康,导致皮肤衰老。饮食和药物等因素会影响营养不良及其与衰老的关系。最近的研究证实了肠道轴轴的存在,在这种情况下,益生元和益生菌对这种相互作用的调节可以促进皮肤健康益处。最终考虑:这项工作有助于未来的研究,以阐明肠道微生物相互作用的机制,尤其是制定新策略和干预措施以防止皮肤过早衰老,以健康的方式延迟年代老化并保持皮肤健康。
AeroCruze 230 高级触摸屏,2 轴或 3 轴自动驾驶仪
AeroCruze 230 自动驾驶仪由自动驾驶仪面板上的一组混合控件操作,使用双同心旋钮、软按钮、触摸屏显示器以及一组专用控件。专用旋钮/按钮功能专为频繁使用的功能而设计。自动驾驶仪触摸屏按钮控制一般功能的启用/禁用,并控制横向和垂直模式。面板软触摸上/下按钮控制空速/垂直速度目标、俯仰参考和 ALT 模式下的精细高度调整。高度选择旋钮用于预选所需高度。

双层MOS2的双轴与单轴应变调谐
应变工程已成为一种强大的技术,可以调整二维半导体(如钼二二二硫化物)的电子和光学特性(MOS 2)。尽管几项理论作品预测双轴菌株比单轴菌株更有效,以调整MOS 2的带状结构,但文献中仍缺少直接的实验性验证。在这里,我们实施了一个简单的实验设置,该设置允许通过弯曲十字形聚合物底物施加双轴应变。我们使用该设置来研究双轴菌株对12个单层MOS 2平流的差异反射光谱的影响,以40 MEV/%和110 MeV/%的双轴张力介绍了激子特征的红移。我们还直接比较了双轴和单轴应变对同一单层MOS 2发现的效果,即双轴应变量表因子是单轴菌株1的2.3倍。

SSC-356 多轴疲劳性能...
与焊接海洋结构相关的环境载荷和结构几何形状通常会产生多轴应力。大型焊接细节已用于表征海洋结构中的多轴疲劳响应;然而,这些测试的成本通常过高。对多轴疲劳文献进行了审查,以确定可用于预测多轴疲劳响应的分析技术。确定并总结了各种方法。参考了支持文献。在可用的情况下介绍了多轴方法的可靠性(偏差和散度)。确定了影响多轴疲劳响应的各种因素。以焊接细节为例,展示如何从单轴疲劳试验数据中获得多轴疲劳寿命预测。最后,建议开展研究以促进多轴疲劳研究向海洋结构的技术转移。

Renishaw 的 5 轴测量技术
使机壳制造的生产率发生了重大变化。其中包括:设计一种新型气动夹具,用于在加工过程中固定部件;建立最佳加工参数,以积极影响材料进给率、刀具几何形状和刀具动力学。该研究还包括与合作伙伴 Sandvik Coromant 合作开发刀具磨损机制和刀具涂层以及超高压冷却液系统,以延长加工刀具寿命,并为每个零件建立优化的制造操作顺序,确保最短的制造周期时间,同时保持产品质量。
