XiaoMi-AI文件搜索系统
World File Search System表面质量
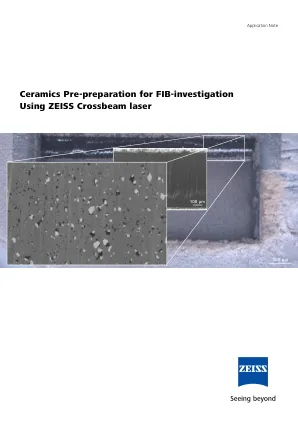
使用蔡司 Crossbeam 激光进行 FIB 研究的陶瓷预处理
图 6:以 100 kHz 和 500 mm/s 的速度进行粗铣后,a) 氧化锆、b) 氮化硅、c) 镁橄榄石和 d) PZT 的铣削和表面结果,所有样品的表面质量均光滑;SEM、SE 图像。
气候变化如何影响格陵兰冰盖表面的质量平衡?
摘要。鉴于冰盖的响应时间较长,对格陵兰冰盖的模拟通常超出了可用的输入气候数据,因此无法可靠地模拟地表质量平衡背后的快速过程。众所周知,强反馈过程会使质量平衡对年际和年内变化敏感。即使使用气候模型进行模拟,也并不总能覆盖整个感兴趣的时期,这促使我们使用相对粗糙的气候重建或时间插值方法来弥补这些差距。然而,这两种方法通常只提供气候平均值的信息,而不提供变化信息。我们使用 BErgen 雪模拟器研究这种简化如何影响地表质量平衡。该模型使用相同的大气气候学但不同的合成变化运行了长达 500 年。虽然年际变化对格陵兰冰盖表面质量平衡的影响不到 5%,但如果使用每日气候学而忽略年内变化,则会导致质量平衡发生 40% 的变化。将总体影响分解为不同输入变量的贡献,最大的贡献者是降水,其次是温度。使用每日气候学,每天少量的降雪会高估反照率,从而高估表面质量平衡 (SMB)。我们提出了一种修正方法,重新捕捉间歇性降水的影响,将 SMB 的高估降低到 15%-25%。我们得出结论,格陵兰岛表面质量和能量平衡的模拟应该在瞬态气候下进行,特别是对于使用瞬态数据校准的模型。

增材制造金属零件的后处理
精加工(MAF)用于对DED生产的金属零件进行后处理。评估的参数是表面特性(直线度、粗糙度、微观结构和残余应力)和工艺输出变量(材料去除率、加工时间、切削力和比能)。结果表明,组合后处理链可以改善零件的形状误差和表面质量

激光粉末床混合工艺中的协同作用与挑战...
摘要:增材制造 (AM) 因其能够制造传统方法难以生产的复杂零件而已在工业应用中取得进展。然而,AM 生产的零件通常缺乏传统机加工零件的尺寸和几何精度以及表面质量,这限制了 AM 的广泛应用。AM 中的激光粉末床熔合技术在开发先进金属材料方面引起了广泛关注,因为与其他方法相比,它们具有更快的冷却速度和更好的表面质量。一种新颖的混合增材制造 (HAM) 方法已被引入,将 AM 的优势与铣削的精度相结合。通常,混合制造涉及多台 CNC 机器:一台用于增材制造,另一台用于减材制造。但是,使用一台 CNC 机器进行混合制造可以提高精度、缩短生产时间并降低成本。本综述研究了最新进展,并确定了理解和优化这种混合制造工艺的挑战。

研究论文 单点渐进成形过程中成形参数对摩擦的影响
单点渐进成形(SPIF)过程中的摩擦是影响工件表面质量和成形性能的主要因素。为了研究工艺参数对SPIF中摩擦的影响,根据SPIF成形原理和成形过程中摩擦的特点,以成形工具与金属板料的接触面积为分析对象,解析表达考虑摩擦条件下的受力状态,给出成形力与摩擦系数之间的关联表达式。在此基础上,通过实验测力计算得到不同工艺参数下的摩擦系数值,并通过有限元模拟验证所获摩擦系数的准确性和有效性。最后,采用表面响应法分析了成形参数对摩擦系数的影响及摩擦系数的预测模型。研究结果表明:刀具直径或主轴转速的增加有助于减小接触面间的摩擦系数,而分层进给量、进给速度或成形角的增加均使摩擦系数有不同程度的增大。研究结果可为提高零件表面质量和成形性能提供理论和技术参考。

极性区域气候模型RACMO2.4
摘要。在本研究中预先提出了极地区域大气气候模型(称为RACMO2.4P1)的下一个版本。主更新包括嵌入Intecast的预测系统(IFS)周期47R1的物理参数包装包。这构成了降水,对流,湍流,气溶胶和表面方案的变化,并包括一种新的云方案,具有更多的预后变量和专用的湖泊模型。fur-hoverore,独立的IF辐射物理模块ECRAD被纳入RACMO,并引入了非冰期区域的多层雪模量。其他更新涉及引入分数陆地面膜,新的和更新的气候数据集(例如气溶胶构成和叶子面积指数),以及对冰川区域的几个参数化的修订。作为概念证明,我们向格陵兰,南极和北极地区的地区展示了第一个结果。通过将结果与观测结果和先前模型版本(RACMO2.33)的输出进行比较,我们表明该模型在表面质量平衡,表面体能平衡,温度,风速,风速,云含量和积雪深度方面很好地形成了。雪水头的对流强烈影响冰盖的局部表面质量平衡,特别是在高积累的地区,例如东南绿地和南极半岛。我们严格评估模型输出,并确定一些可以从进一步的模型开发中拟合的过程。
特殊工具钢解决方案 - 锻造模具
除了传统的热锻以外,更现代的成形技术也变得越来越重要,如今它们已成为非常经济的制造工艺,特别是由于近净成形或精密温成形节省了成本。精密锻件主要用于飞机、发电设备、管材部件和汽车的关键部件,这些部件对表面质量和安全性有很高的要求。钛和钛合金如今广泛应用于航空航天和医疗领域。由于钛具有较高的比强度,因此使用钛可以显著减轻重量。另一个优点是热稳定性高和耐腐蚀性好。