XiaoMi-AI文件搜索系统
World File Search System铸造


铁和钢铁铸造区域来源(EQP3589)
大小的铸造厂。如果您的铸造厂是现有的来源,请确定2008日历年的金属熔体生产。如果产量等于或小于20,000吨,则您的铸造厂被认为很小。如果生产超过20,000吨,则认为它很大。如果您的铸造厂是一个新来源,并且年度熔体容量等于或小于10,000吨,则您的铸造厂被认为很小。如果超过10,000吨,则您的铸造厂被认为很大。年度金属熔体产量是指在给定日历年内,在铸造厂的所有金属熔炉中充电的金属总量。年度金属熔体容量取决于炉子是否允许空气质量部门允许使用炉子。如果不是,则可以通过假设炉子以每年8,760小时的方式运行来确定容量。如果允许它们,则容量由每年计算的最大允许生产率确定。如果许可证限制了炉的工作时间,则使用允许的小时将最大允许的金属生产速率用于年度。
Microsoft Word - GDT 铸造质量提示案例研究 1_rev02.docx
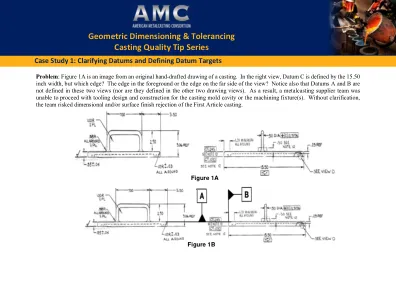
解决方案:图 1B 和 1C 显示了快速扫描视图和图纸注释的结果,这些视图和图纸注释可以澄清基准 C 并定义基准 A 和 B。结果:对这些图纸进行简单的 GD&T 升级,消除了关于如何设计铸造模具型腔、如何固定铸件以加工成净形状……以及如何设置铸件以进行尺寸检查的不确定性。那么,为了进行准确的加工设置和准确的尺寸检查,应该在铸件的 3 个主要基准上准确接触铸件的哪个位置?由于铸件表面存在不一致(例如,浇口将液态金属带入模腔的切断和研磨表面、模具组件分型面的边缘和拔模斜度),需要定义接触的具体位置以及在这些位置接触铸件的基准目标的大小。答案是定义这些基准目标,这是 ASME Y14.5 – 2018 GD&T 标准的重要组成部分。基准目标消除了在加工夹具设计和首件尺寸检查中接触铸件的确切位置的不确定性。

C-R-C 铸造厂 (R) 演进中心。 - EBNER
» 使用 ATMOSPHERE perfect 可节省高达 20 % 的氢气和电力。这个新开发的软件模块可根据电机电流调节热处理过程中的工艺气氛吹扫流量。这种优化可降低气氛(氢气)和电力消耗。» 通过燃烧空气预热,CO 2 排放量最多可减少 10 %。燃烧空气由换热器预热,最高可达到 430 °C。燃烧空气温度升高可提高燃烧效率,从而减少 CO 2 排放量。» 通过热能回收可节省高达 50 % 的能源。废气的热能用于加热循环水,而循环水又可用于加热车间、设施组件或供水。» 通过工艺气氛回收,可节省高达 70% 的氢气。受污染的氢气从设施中抽出并送入氢气再生系统,该系统包含过滤装置、吸附器、催化转化器和分析仪。氢气被净化后再返回加工中重新使用。

ALAN A. LUO,博士,FASM,FSAE 铸造教育...
Alan Luo 是俄亥俄州立大学哥伦布分校材料科学与工程和集成系统工程(制造业)教授。Luo 教授领导着俄亥俄州立大学轻量化材料与制造研究实验室(LMMRL)并且是俄亥俄州立大学仿真创新与建模中心(SIMCenter)的指导委员会成员。Luo 教授是美国国际金属学会(ASM)和国际汽车工程师学会(SAE)的当选院士。在 2013 年 7 月加入俄亥俄州立大学之前,Luo 博士是通用汽车全球研发中心(美国密歇根州沃伦)的通用汽车技术研究员,拥有 20 年的行业经验。Luo 教授是国际公认的轻量化材料和加工领域的领导者,并且是两个国家制造业创新网络 (NNMI) 研究所的技术领导者:LIFT(面向未来轻量化创新)两个工艺支柱(熔体加工和热机械加工)的联合负责人;以及 REMADE(减少能耗与减少排放)研究所制造材料优化副节点负责人。

搅拌铸造合成伊拉克铝土矿陶瓷增强铝金属基复合材料的研究 MA Aswad*、SH Awad、AH Kaayem 部门
在过去的几十年里,研究人员对研究用铝土矿颗粒等矿物制备复合材料的天然优势表现出了极大的兴趣,并证明了它们作为高性能复合材料制造中成本效益高的增强剂的有效性。这项研究是使用不同比例(2、4 和 6 wt%)的伊拉克天然铝土矿粉末通过搅拌铸造和 Mg 添加剂制备铝金属基复合材料 (AMMC) 的一次新尝试。在实验工作中,将铝土矿石粉碎并研磨,然后在 1400 ○ C 下烧制粉末。使用粒度、XRD 和 XRF 分析对粉末进行表征。对 AMMC 铸件进行机械加工、抛光、预热,并使用硬度测量、微观结构观察和杨氏模量、泊松比和断裂韧性计算来表征其性能。此外,还通过从引伸计记录中测量裂纹口张开位移 (CMOD) 来评估其断裂韧性。结果表明,通过搅拌铸造添加 2 和 4 wt% 的镁和伊拉克烧铝土矿,可以成功生产出具有改进的断裂韧性、硬度和弹性模量性能的 AMMC。此外,CMOD 测量结果显示,添加 2 和 4 wt% 的铝土矿颗粒可使基质材料的“最大失效载荷”和“临界载荷下的临界 CMOD”分别增加至约“25 和 44%”和“32 和 47%”。此外,在这些比例下,通过 K IC 和杨氏模量计算的基质材料的断裂韧性分别显示出约“22 和 69%”和“8 和 12%”的改善。由于 AMMC 在这种比例下具有脆性,添加 6% 的铝土矿虽然可以记录硬度(57%)和弹性模量(22%)的最高改善,但无法使断裂韧性达到所需的改善。

直接金属激光烧结及精密铸造方法中先进增材技术分析
摘要。本文分析了使用直接金属激光烧结 (DMLS)(称为“烧结”)和精密铸造技术生产的 Inconel 718 镍高温合金样品。理论部分侧重于通过现代增材制造方法(用于加工金属材料的方法)和传统精密铸造技术生产镍高温合金样品的特性。实践部分涉及对测试样品的机械性能和表面纹理的研究。本研究的很大一部分致力于使用电子显微镜方法分析断裂表面和 TEM 薄片的 EDX 实验测试。本文的结论包括对测试样品应用的两种技术的讨论、评估和解释。最后,讨论了在涡轮增压器耐热部件的设计和生产中使用现代增材制造技术的主要好处。

铝合金压力压铸铸造技术
美国财政部在 1 月底宣布,将解除 2018 年 4 月针对 En+、Rusal 和 JSC EuroSibEnergo 实施的制裁,这些公司目前均由奥列格·德里帕斯卡控制。美国政府做出这一重大决定的原因包括,除了对德里帕斯卡控制这些公司的批评之外,这一决定给全球铝市场带来了数月的不确定性和失望,其中一个突出原因是:美国总统希望通过一举重振国内铝行业,由于大量结构性原因,该行业处境艰难。我们从不掩饰对这场贸易冲突技术方面的批评,它几乎损害了所有人,首先是美国轻金属行业的绝大多数公司:只有一些美国原料金属生产商从关税和制裁战中获得了一定的好处,其余所有行业都为政府的选择付出了沉重的代价。无论如何,正如预期的那样,在德里帕斯卡退让几步之后(En+ 和 Rusal 这两家公司接受了来自美国和欧盟的独立人士进入其董事会等),最终决定逐步取消该条款,但由于美国民主党议员反对取消制裁,这并非没有内部政治困难。从我们的角度来看,铝行业的状况是

试样几何形状对铸造和锻造钛基和镍基合金疲劳裂纹扩展速率的影响
假设线性弹性断裂力学,无论物体的几何形状如何,具有相同应力强度因子的两个裂纹将以相同的速率扩展。然而,在 GKN Aerospace,对铸件制成的 C(T) 和 Kb 试样进行疲劳裂纹扩展测试的结果显示,疲劳裂纹扩展速率存在明显差异,其中 Kb 试样中的裂纹比 C(T) 试样中的裂纹扩展得更快。这些观察到的差异已经过研究和量化。对于疲劳裂纹扩展测试,在 R = 0 的脉动拉伸下加载的破裂 Kb 试样的裂纹扩展速度是 C(T) 试样中裂纹的 3.6 倍,在所有测试温度和材料 Ti-64、Ti-6242 和 IN-718 上取平均值。使用锻造的 Ti-64 和 IN-718 制成的 C(T) 样品进行了新的疲劳裂纹扩展测试,并与锻件制成的 Kb 样品的疲劳裂纹扩展率进行了比较。发现锻件制成的 Kb 和 C(T) 样品之间的疲劳裂纹扩展率差异非常小。
试样几何形状对铸造和锻造钛基和镍基合金疲劳裂纹扩展速率的影响
假设线性弹性断裂力学,无论机体几何形状如何,具有相同应力强度因子的两个裂纹将以相同的速率扩展。然而,在 GKN Aerospace,对铸件制成的 C(T) 和 Kb 试样进行疲劳裂纹扩展试验的结果显示,疲劳裂纹扩展速率存在明显差异,其中 Kb 试样中的裂纹扩展速度快于 C(T) 试样中的裂纹。已经研究并量化了这些观察到的差异。对于疲劳裂纹扩展试验,在 R = 0 的脉动拉伸下加载的开裂 Kb 试样的裂纹扩展速度比 C(T) 试样中的裂纹快 3.6 倍,这是在所有试验温度下和材料 Ti-64、Ti-6242 和 IN-718 的平均值。已经使用锻造的 Ti-64 和 IN-718 制成的 C(T) 试样进行了新的疲劳裂纹扩展试验,并将其与锻件制成的 Kb 试样的疲劳裂纹扩展速度进行了比较。发现锻件制成的 Kb 和 C(T) 试样的疲劳裂纹扩展速率差异非常小。