XiaoMi-AI文件搜索系统
World File Search SystemARALDITE
ARALDITE® 580 树脂系统
本文所述产品(以下简称“产品”)的销售受 Huntsman Advanced Materials LLC 或其适当关联公司(包括但不限于 Huntsman Advanced Materials (Europe) BVBA、Huntsman Advanced Materials Americas Inc. 或 Huntsman Advanced Materials (Hong Kong) Ltd.(以下简称“Huntsman”))的一般销售条款和条件约束。以下内容取代买方文件。Huntsman 保证,在交货时间和地点,向买方出售的所有产品均符合 Huntsman 向买方提供的规格。尽管据亨斯迈所知,本出版物中包含的信息和建议在出版之日是准确的,但本出版物中包含的任何内容(除上述有关符合亨斯迈向买方提供的规格的规定外)均不得解释为任何明示或暗示的陈述或保证,包括但不限于任何适销性或针对特定用途的适用性的保证、不侵犯任何知识产权的保证、或有关质量或与先前描述或样品的一致性的保证,买方承担因使用此类信息和建议而产生的任何风险和责任。产品,无论单独使用还是与其他物质结合使用。此处的任何声明或建议均不得解释为关于任何产品是否适合买方或用户的特定用途的陈述或侵犯任何专利或其他知识产权的诱因。买方有责任确定此类信息和建议的适用性以及任何产品是否适合其自身特定用途,并确保其对产品的预期用途不侵犯任何知识产权。产品可能具有或变得具有危险性。买方应从亨斯迈获取材料安全数据表和技术数据表,其中包含有关产品危害和毒性的详细信息,以及产品的正确运输、处理和储存程序,并应遵守与产品的处理、使用、储存、分销和处置以及接触有关的所有适用的政府法律、法规和标准。买方还应采取一切必要措施,充分告知、警告并使其可能处理或接触产品的员工、代理、直接和间接客户和承包商熟悉与产品有关的所有危险,以及安全处理、使用、储存、运输和处置及接触产品的正确程序,以及可能处理、装运或储存产品的容器或设备。
ARALDITE® 2019 结构胶
树脂和硬化剂应充分混合,直至形成均匀的混合物。ARALDITE ® 2019 以带有混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型粘合剂涂抹。粘合剂的应用用抹刀将树脂/硬化剂混合物涂抹在预处理过的干燥接头表面。0.05 至 0.10 毫米厚的粘合剂层通常可使接头获得最大的搭接剪切强度。如果可能,应在两种基材上都涂抹粘合剂,并且在涂抹粘合剂后立即组装和夹紧接头组件。对于粘合线厚度低于 0.5 毫米的粘合剂,必须在涂抹粘合剂后 60 分钟内组装组件,对于粘合线厚度较大的粘合剂,必须在涂抹粘合剂后 30 分钟内组装组件。整个接头区域的均匀接触压力将确保最佳固化。机械加工专业公司已经开发出计量、混合和摊铺设备,可实现粘合剂的批量加工。我们很乐意为客户提供建议,帮助他们选择适合其特定需求的设备。设备维护所有工具都应在粘合剂残留物固化之前进行清洁。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作人员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。
araldite®2031-1结构粘合剂
按重量零件按体积组件A(树脂)100 100组件B(硬化器)120 100乘积零件零件,将树脂和硬化剂混合在一起,直到它们形成均匀的混合物为止。araldite®2031-1也可以在混合搅拌机的墨盒中获得,可以用作粘合剂,借助亨斯曼高级材料粘合剂推荐的工具使用粘合剂,将树脂/硬质混合物与刮刀一起涂在预处理和干燥的关节表面上。一层粘合剂0.05至0.10 mm厚通常会赋予关节最大的剪切强度。粘合剂包含间隔物,以确保最小键线厚度为0.05 mm。使用粘合剂后应立即组装并夹紧关节组件。整个关节区域的均匀接触压力将确保最佳治疗。有关表面准备和预处理,粘合关节设计以及双注射器分配系统的更详细说明,请访问www.aralditeadhesives.com。机械加工专家公司已经开发了计量,混合和传播设备,以实现胶粘剂的大量处理。我们将很高兴为客户选择设备的特定需求提供建议。设备维护所有工具应在粘合剂残留物有时间治愈之前清洁所有工具。去除固化残基是一个困难且耗时的操作。如果使用丙酮等溶剂进行清洁,则操作剂应采取适当的预防措施,此外,还应避免皮肤和眼神交流。治愈时间达到最小剪切强度
高级材料-Araldite®2023-60
属性Araldite®F323-60分钟Hardener F 323混合粘合色(视觉)白色黑色亮灰色比重。1.08 CA。 1.17 CA。 1.09在25°C(PA.S)160 - 200 80-120非倒入锅寿命(20 gr。) 在25°C下) - 75-95分钟开放时间 - > 60分钟的圈剪切强度在25°C(A501)*> 12 MPa的时间到峰值放热(20GR)(A159)* - - 90-90-120分钟*,已定期分析指定的数据。 本文档中描述为“典型”的数据不进行定期分析,仅用于信息目的。 除非有明确提及,否则不保证或保证数据值。1.08 CA。1.17 CA。 1.09在25°C(PA.S)160 - 200 80-120非倒入锅寿命(20 gr。) 在25°C下) - 75-95分钟开放时间 - > 60分钟的圈剪切强度在25°C(A501)*> 12 MPa的时间到峰值放热(20GR)(A159)* - - 90-90-120分钟*,已定期分析指定的数据。 本文档中描述为“典型”的数据不进行定期分析,仅用于信息目的。 除非有明确提及,否则不保证或保证数据值。1.17 CA。1.09在25°C(PA.S)160 - 200 80-120非倒入锅寿命(20 gr。在25°C下) - 75-95分钟开放时间 - > 60分钟的圈剪切强度在25°C(A501)*> 12 MPa的时间到峰值放热(20GR)(A159)* - - 90-90-120分钟*,已定期分析指定的数据。本文档中描述为“典型”的数据不进行定期分析,仅用于信息目的。除非有明确提及,否则不保证或保证数据值。
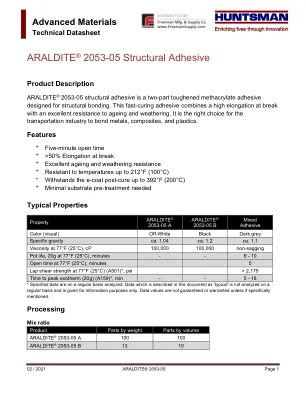
ARALDITE® 2053-05 结构胶
本文所述产品(以下简称“产品”)的销售受 Huntsman Advanced Materials LLC 或其适当关联公司(包括但不限于 Huntsman Advanced Materials (Europe) BVBA、Huntsman Advanced Materials Americas Inc. 或 Huntsman Advanced Materials (Hong Kong) Ltd. 以下简称“Huntsman”)的一般销售条款和条件约束。以下内容取代买方文件。Huntsman 保证,在交货时间和地点,向买方出售的所有产品均符合 Huntsman 向买方提供的规格。尽管据亨斯迈所知,本出版物中包含的信息和建议在出版之日是准确的,但本出版物中包含的任何内容(除上述有关符合亨斯迈向买方提供的规格的规定外)均不得解释为任何明示或暗示的陈述或保证,包括但不限于任何适销性或针对特定用途的适用性的保证、不侵犯任何知识产权的保证、或有关质量或与先前描述或样品的一致性的保证,买方承担因使用此类信息和建议而产生的任何风险和责任。产品,无论单独使用还是与其他物质结合使用。此处的任何声明或建议均不得解释为关于任何产品是否适合买方或用户的特定用途的陈述或侵犯任何专利或其他知识产权的诱因。买方有责任确定此类信息和建议的适用性以及任何产品是否适合其自身特定用途,并确保其对产品的预期用途不侵犯任何知识产权。产品可能具有或变得具有危险性。买方应从亨斯迈获取材料安全数据表和技术数据表,其中包含有关产品危害和毒性的详细信息,以及产品的正确运输、处理和储存程序,并应遵守与产品的处理、使用、储存、分销和处置以及接触有关的所有适用的政府法律、法规和标准。买方还应采取一切必要措施,充分告知、警告并使其可能处理或接触产品的员工、代理、直接和间接客户和承包商熟悉与产品有关的所有危险,以及安全处理、使用、储存、运输和处置及接触产品的正确程序,以及可能处理、装运或储存产品的容器或设备。

ARALDITE® 快速树脂 - RS Components
如果风险评估表明有必要,则在处理化学产品时应始终佩戴经批准的标准。应与防护手套生产商讨论特定工作场所的适用性。所选防护手套必须满足法规 (EU) 2016/425 和由此衍生的标准 EN 374 的规定。如果有任何降解或化学突破的迹象,应丢弃并更换手套。注意生产商提供的有关渗透性和突破时间以及特殊工作场所条件(机械应变、接触持续时间)的信息。皮肤和身体防护:防渗透服装

先进材料 - Araldite® 2081-10 - VIBA
描述 Araldite ® 2081-10 是一种快速固化、不易燃的双组分丙烯酸粘合剂,用于粘合多种塑料和其他基材 * 聚烯烃和低表面能材料除外。它具有高强度和良好的柔韧性,气味低。这种多用途粘合剂的开放时间为 10 分钟,可在多种基材上进行快速组装操作。

Araldite® 标准 2 x 100ml 管
如何使用 Araldite® Standard 是一种强力的双组分环氧树脂,工作时间长。部件可在 80 分钟内重新定位。耐油、耐化学品、耐冲击。耐高温(-30°C 至 65°C)。可承受粗暴搬运。请勿用于修复或粘合会接触食物或饮料的物品。不建议用于将后视镜粘合到汽车挡风玻璃上。
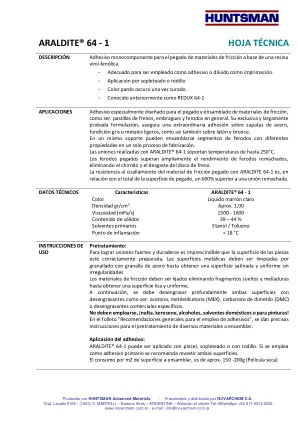
ARALDITE® 64 - 1 技术说明书
- 以前称为 REDUX 64-1 应用粘合剂,专为粘合和组装摩擦材料而设计,例如:刹车片、离合器和一般的菲罗多。其独特且经过长期测试的配方确保在钢、灰铸铁或轻金属鞋以及黄铜和青铜上具有非凡的附着力。具有不同特性的刹车片段可以采用单一制造工艺组装在同一支架上。采用 ARALDITE® 64-1 制成的接头可承受高达 250°C 的温度。粘合刹车片的性能远远优于铆接刹车片,因为它可以消除刹车盘的尖叫声和磨损。相对于总粘合表面而言,用 ARALDITE 64-1 粘合的摩擦材料的剪切强度比铆钉接头高 600%。技术数据特性 ARALDITE® 64 - 1 颜色浅棕色液体密度 gr/cm 3 约。 1.00 粘度 (mPa/s) 1500 - 1600 固体含量 39 – 44 % 主要溶剂 乙醇/甲苯 闪点 < 18 °C

ARALDITE® 2050 A/B 结构胶
! '$231$-&3' -##41 !(+(38.% !.-#$#).(-3 1$#$/$-#$-3.-/1./$131$ 3,$-3.%3'$241% "$23.!$!.-#$#3 3'$5$18+$ 23).(-3241% "$22'.4+#!$"+$ -$#6(3' &..##$&1$ 2(-& &$-324"' 2 "$3.-$(2./1./ -.+%.1 /+ 23("2.1.3'$1/1./1($3 18#$&1$ 2(-& &$-32(-.1#$13.1$,.5$ ++31 "$2.%.(+&1$ 2$ -##(13.6&1 #$ +".'.+& 2.+(-$.1/ (-33'(--$122'.4+#-$5$1!$42$#'$231.-&$23 -#,.23#41 !+$).(-32 1$.!3 (-$#!8 $(3'$1,$"' -(" ++8 !1 #(-&.1"'$,(" ++8$3"'(-&;/("*+(-&<3'$#$&1$ 2$#241% "$2!1 #(-&2'.4+#!$ %.++.6$#!8 2$".-##$&1$ 2(-&31$ 3,$-3 : 2314"341 + #'$2(5$(2 5 (+ !+$(-" 131(#&$2(-".1/.1 3(-&,(7$12 -#" -!$ //+($# 2 1$ #83.42$ #'$2(5$6(3'3'$ (#.%3'$3..+1$".,,$-#$#!84-32, -#5 -"$# 3$1( +2 ! '(22823$,(2 5 (+ !+$(-" 131(#&$2(-".1/.1 3(-&,(7$12 -#" -!$ //+($# 21$ #83.42$ #'$2(5$6(3'3'$ (# .%3'$3..+1$".,,$-#$#!84-32, -#5 -"$# 3$1( +2'$1$2(-' 1#$-$1,(7, 8!$ //+($#, -4 ++8.1 1.!.3(" ++83.3'$/1$31$ 3$# -##18).(-3241% "$24-32, -23$"'-(" +24//.13&1.4/" - 22(233'$42$1(-3'$ 2$+$"3(.-.% 24(3 !+$ //+(" 3(.-,$3'.# 26$++ 224&&$23 5 1($38.%1$/43 !+$".,/ -($23' 3, -4% "341$ -# 2$15("$ #'$2(5$#(2/$-2(-&$04(/,$-3+ 8$1.% #'$2(5$ ,,3'("*6(++-.1, ++8(,/ 133'$&1$ 3$23+ / 2'$ 1231$-&3'3.3'$).(-3'$).(-3".,/.-$-322'.4+#!$ 22$,!+$# -#2$"41$#(- %(7$#/.2(3(.- 22..- 2 3'$ #'$2(5$' 2!$$- //+($#.1,.1$#$3 (+$#$7/+ - 3(.-21$& 1#(-&241% "$/1$/ 1 3(.- -#/1$31$ 3,$-3 #'$2(5$).(-3#$2(&- -#3'$#4 +" 131(#&$#(2/$-2(-&2823$,5(2(3 666 1 +#(3$ #'$2(5$2".,