XiaoMi-AI文件搜索系统
World File Search SystemBrazing

在高温下掉落的液滴的表面张力
表面张力是材料的重要嗜热特性。它在激光材料加工过程中有助于许多效果,例如激光束悬挂期间的润湿,在深度穿透焊接过程中激光束焊接过程中的Marangoni流动或蒸气毛细管稳定性。由于这些过程需要高温,因此在金属熔化温度以上的温度下也知道材料特性。尽管理论模型可以预测依赖温度的表面张力效应的几个方面,但预测可能显示出高的不确定性。因此,通常使用理论或实验数据中的近似值或线性外推来估计表面张力[1]。缺乏表面张力数据的主要原因是与暴露于高温的测量设备有关的困难。温度测量和表面张力测量方法对于液体金属来说都是挑战性的。
u l v ac,in c。
自成立以来,乌尔瓦克(Ulvac)一直为各种行业的发展做出了贡献,包括重型钢铁和金属行业以及汽车和家用电器行业,通过提供与时代保持一致的设备和技术。今天,我们正在充分利用我们到目前为止已培养的基本技术,以提供真空融化和真空烧结炉,用于用于EV驱动电机中的稀土磁铁,真空烧结炉,用于制造坦率的电容器,真空泡沫的炉子,用于制造热量零件和繁殖式硅胶式硅胶厂和制造硅胶。在生命科学领域,我们为各种行业和领域提供了各种解决方案,包括用于药物成分的药物和离心薄膜蒸发剂的冻干剂。
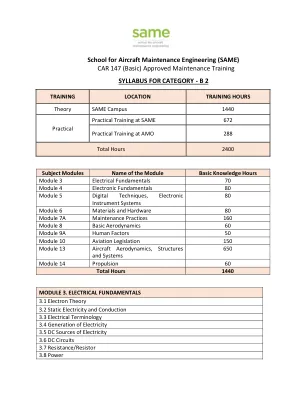
飞机维修工程学院 (SAME) CAR 147 ...
7.1 安全预防措施-飞机和车间 7.2 车间规范 7.3 工具 7.4 航空电子通用测试设备 7.5 工程图、图表和标准 7.6 配合和间隙 7.7 电线互连系统 (EWIS) 7.8 铆接 7.9 管道和软管 7.10 弹簧 7.11 轴承 7.12 传动装置 7.13 控制电缆 7.14.1 金属板 7.14.2 复合材料和非金属 7.15 焊接、钎焊、锡焊和粘合 7.16 飞机重量和平衡 7.17 飞机搬运和储存 7.18 拆卸、检查、修理和组装技术 7.19 异常事件 7.20 维护程序 模块 8. 基础空气动力学 8.1 大气物理学 8.2空气动力学 8.3 飞行理论 8.4 飞行稳定性和动力学 模块 9A. 人为因素


40 种常见矿物质及其用途
银 用于硬币和奖章、电气和电子设备、工业应用、珠宝、银器和摄影。银的物理特性包括延展性、电子导电性、可锻性和反射性。它用于化学反应容器的内衬桶和其他设备、水蒸馏、乙烯制造、镜子、镀银、餐具、牙科、医疗和科学设备、轴承金属、磁铁绕组、钎焊合金和焊料。它还用于催化转换器、手机外壳、电子产品、电路板、伤口护理绷带和电池。美国有 30 多个贱金属和贵金属矿产银,主要产于阿拉斯加和内华达州。全球主要生产国包括墨西哥、中国、秘鲁和智利。2022 年,美国的银依赖率为 69%。

认证的价值 - OEConnection
բ 确保所有技术人员接受持续的技术培训,证明其符合 I-CAR 金牌要求,特别关注最新的汽车年份、品牌和型号 բ 来自公认行业来源的钢 GMA(MIG/MAG)焊接认证证明,有效期(未过期)证书 բ 来自公认行业来源的硅青铜 MIG 钎焊培训或认证证明,有效期(未过期)证书 բ 符合 EPA 第 609 条制冷剂回收标准的证书 բ 操作所用三维测量设备的培训证明 բ 所用 OEM 认可油漆制造商提供的产品培训证明 բ 提供 ADAS(高级驾驶辅助系统)培训证明,以证明对目的、操作、维修注意事项和零件有一般了解 բ 提供 EV(电动汽车)培训证明,以证明对系统、安全性、维修注意事项和零件有一般了解 工具和设备要求(这些要求均取决于所维修车辆的年份、品牌和型号)
投票草案 # 6448 金属添加剂资格认定... - NET
3.1.1 验收数 验收数是允许验收批次的样品中缺陷或缺陷单元的最大数量。 3.1.2 粘合剂 在粘合剂喷射过程中用于将金属颗粒粘合在一起的液体粘合剂或胶水。 3.1.3 括号内资格 请参见 ASME BPVC,第 IX 节 - 焊接、钎焊和熔接资格 3.1.4 构建 请参见 ISO/ASTM 52900 中的“构建周期”。 3.1.5 协议 由制造商和购买者商定。 3.1.6 合格证书 包含添加剂制造商声明的文件,证明组件符合本标准的要求。 3.1.7 清洁剂 在粘合剂喷射过程中使用的液体清洁剂,以保持打印头喷射的质量(去除多余的粘合剂)。 3.1.8 组件构建文件 定义将由一台打印设备构建的组件、测试样本和支撑结构(如适用)的几何形状和排列的文件。该文件将被转换为构建说明。3.1.9 最终条件
1 / 30 物品编号:009-12 FY-25 CH-1 ...
NAVSEA 标准项目 FY-25 CH-1 项目编号:009-12 日期:2024 年 3 月 12 日 类别:II 1. 范围:1.1 标题:焊接、制造和检查;完成 2. 参考文献: 2.1 MIL-STD-1689,船舶结构的制造、焊接和检验 2.2 美国船级社 (ABS) 钢制船舶建造和分类规则 2.3 0900-LP-060-4010,金属船舶和船舶船体的制造、焊接和检验 2.4 S9074-AQ-GIB-010/248,焊接和钎焊程序和性能鉴定要求 2.5 0900-LP-001-7000,钎焊管道系统的制造和检验 2.6 S9074-AR-GIB-010/278,机械、管道和压力容器的制造焊接和检验以及铸造检验和修理要求 2.7 MIL-STD-22,焊接接头设计 2.8 MIL-STD-2035,无损检测验收标准 2.9 T9074-AS-GIB-010/271,无损检测方法要求 2.10 DOD-STD-2185,青铜海军舰船修理和矫直要求